
























仿真計算在SLM 3D打印機撒粉器優化中的應用
魔猴君 行業資訊 2181天前
選區激光熔化(Selective Laser Melting;SLM)可以實現傳統制造難以實現的產品,拿一個典型的發射器噴嘴來說,原來需要35個零件組合而成,通過3D打印可一次性完成,這使得3D打印在制造此類零件的時候效率比傳統制造模式要快3到4倍,成本要節約大約3倍。然而要通過SLM選區激光熔化3D打印技術制造出理想的零件并非易事。這其中,鋪粉裝置和鋪粉均勻程度是對打印結果的一大影響因素。
SLM金屬打印機中的撒粉器撒粉過程中粉末的運動需要經過4個部件,給粉器、分粉器、鋪粉器和打印平臺,撒粉器設計過程中需要考慮分粉和鋪粉結構是否合理,合理的撒粉器撒粉過程的主要評價指標為:
在出粉口撒出粉末的數量接近;
出粉口長度方向上的粉末數量分布均勻;
本文采用Rocky離散元分析軟件對撒粉器撒粉過程進行模擬,并結合模擬結果對撒粉器進行優化,對比分析不同方案下的撒粉結果,為撒粉器的優化提供指導。
結構模型及粉末參數確定
圖1左圖為某設計型號撒粉器的外部大致結構,模擬過程中對撒粉器模型進行了簡化,主要去除了模擬分析過程中不必要的部位,保留了粉末流過的所有腔室結構,并加上了給粉器的相關結構,模型的簡化在Ansys SpaceClaim中進行,簡化后的模型如圖1右圖所示。
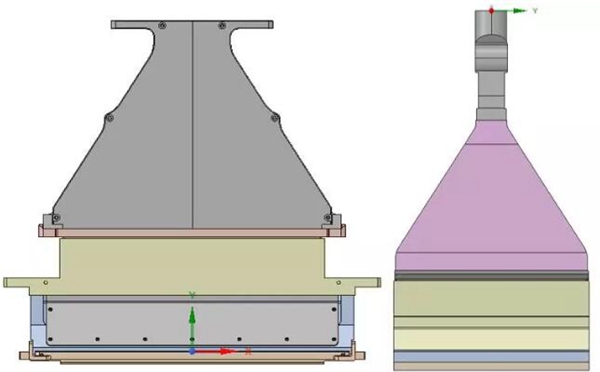
圖1 撒粉器簡化模型
在離散元分析中粉末安息角跟粉末顆粒間的靜摩擦系數、顆粒間滾動摩擦系數、滾動阻力系數、底部平板與粉末摩擦系數和黏附系數等參數的設定有關,為了跟實驗測得的粉末安息角接近(實驗測得某種金屬粉末安息角:40°~45°),通過改變這些參數進行安息角模擬測試(圖2),最終通過離散元模擬確定了這些參數的值,圖3為最終模擬得到的合適的安息角(40.184°)。

圖2 安息角測試所用離散元分析模型
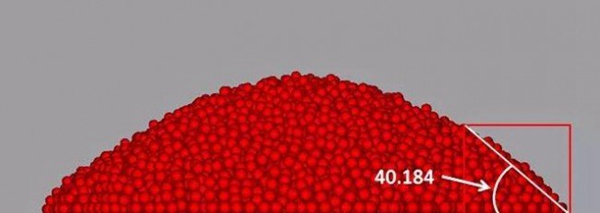
圖3 Rocky軟件模擬得到的合適的安息角
仿真結果分析及優化分析
原方案撒粉結果
圖4為原方案下兩個出粉口落粉的模擬結果。圖5為兩個出粉口沿長度方向的落粉分布情況,橫坐標為沿出粉口長度方向所對應的等長度的10個收粉位置,縱坐標為粉末顆粒數量。圖6為兩個出粉口累加的落粉分布情況。

圖4 兩個出粉口落粉模擬結果

圖5(左)兩個出粉口落粉分布情況 ;圖6(右) 出粉口累加落粉分布情況
優化方案撒粉結果
采用離散元模擬可以直觀的對原方案中粉末在撒粉器內部的流動過程及最終撒粉結果進行詳細分析,為了使出粉口落粉分布更加均勻,在原方案的基礎上對撒粉器內部的結構進行了相應的改進,并采用相同的離散元模擬方法針對優化方案進行撒粉分析。圖7為設計改進后的優化方案兩個出粉口落粉的模擬結果。圖8為兩個出粉口沿長度方向的落粉分布情況,橫坐標為沿出粉口長度方向所對應的等長度的10個收粉位置,縱坐標為粉末顆粒數量。圖9為兩個出粉口累加的落粉分布情況。

圖7 兩個出粉口落粉模擬結果

圖8(左)兩個出粉口落粉分布情況 ;圖9(右)出粉口累加落粉分布情況
優化結果對比分析
為了分析優化方案撒粉結果的優劣程度,本文就優化方案的撒粉結果與原方案撒粉結果進行了對比分析。圖10 對比了兩種撒粉器設計方案下各出粉口粉末的分布情況,縱坐標為粉末顆粒數量。圖11對比了兩種撒粉器設計方案下不同出粉口粉末分布情況的標準偏差,縱坐標為相對應的出粉口10個收粉位置粉末顆粒數量標準偏差。圖12對比了兩種撒粉器設計方案下不同出粉口撒粉數量情況,縱坐標為粉末顆粒數量。
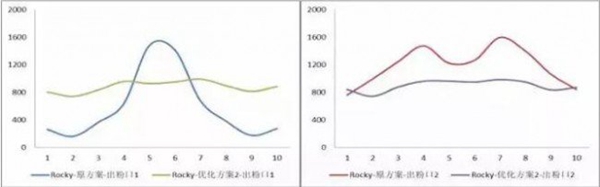
圖10不同撒粉器方案各出粉口落粉分布

圖11(左)不同撒粉器方案落粉分布標準偏差;圖12(右)不同撒粉器方案的落粉數量對比
對比優化方案與原方案的撒粉結果,可以發現:
采用優化方案撒粉器進行撒粉,落下的粉末分布標準偏差數值較小。優化的撒粉器結構相較于原方案撒粉器結構可實現相對較均勻的撒粉分布;
采用優化方案撒粉器進行撒粉,出粉口1和出粉口2的撒粉數量差異較小,分析結果顯示在兩個出粉口的粉末數量相差2%(相比于出粉口2的數量);而采用原方案撒粉器進行撒粉時,相同工況下出粉口1和出粉口2的撒粉數量差異較大,兩個出粉口的粉末數量相差51%(相比于出粉口2的數量);
結論
總的來說,通過與物理實驗相結合,仿真計算在SLM 3D打印機撒粉器的設計改進過程中有指導作用,它能夠使得設計人員更直觀的分析撒粉過程,并根據撒粉過程及相應的結果優化撒粉器內部的結構,為撒粉器的結構設計及撒粉工藝優化提供方向,縮短相應的研發流程。
來源:中國3D打印網









")






