員體系")
")























波音公司如何通過光固化3D打印技術(shù)來制造復(fù)合材料產(chǎn)品
魔猴君 行業(yè)資訊 2320天前
最近波音公司在開發(fā)連續(xù)樹脂基復(fù)合材料3D打印技術(shù),通過光固化的技術(shù)來制造復(fù)合材料產(chǎn)品。
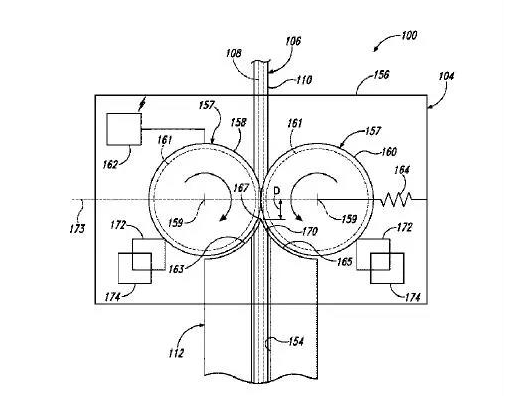
根據(jù)性能要求來設(shè)計(jì)材料。其基本原理包括,通過輸送機(jī)構(gòu)推動(dòng)絲材的運(yùn)動(dòng)來實(shí)現(xiàn)連續(xù)的3D打印過程,其中絲材包括非樹脂組分和光聚合樹脂組分。進(jìn)給機(jī)構(gòu)包括相對(duì)的輥?zhàn)雍团c至少一個(gè)相對(duì)的輥?zhàn)咏佑|的刮刀。
通過輸送導(dǎo)向器沿著打印路徑沉積一段連續(xù)柔性絲材,然后沿著打印路徑沉積的連續(xù)柔性絲材的一部分提供固化能量,通過使用刮刀去除光聚合樹脂組分的殘余物。
連續(xù)柔性絲材包括預(yù)浸料復(fù)合材料和非樹脂組分,包括一種或多種纖維材料,例如碳纖維,玻璃纖維,合成有機(jī)纖維,芳族聚酰胺纖維,天然纖維,木材纖維,硼纖維,碳化硅纖維,光纖,纖維編織物,金屬線,導(dǎo)線等。連續(xù)柔性絲材與增塑劑層疊以制造復(fù)合材料部件。
而具體采用哪一種材料,則需要根據(jù)所需要實(shí)現(xiàn)的物理特性來決定,這些物理特性包括強(qiáng)度,剛度,柔韌性或硬度等。不過除了強(qiáng)度,硬度,柔韌性,硬度的考慮,有時(shí)候還可以擴(kuò)展到顏色、發(fā)光、導(dǎo)電性,導(dǎo)熱性等方面的精確選擇。
在加工過程中,除了可采用紫外線來固化聚合物樹脂,還可以采用紅外光或者X射線。
或許你會(huì)好奇為什么波音公司要開發(fā)這樣的材料,其實(shí)在波音公司宣布將600多件3D打印部件用于波音的Starliner太空出租車之時(shí),這也意味著塑料代替輕質(zhì)金屬合金將成為交通工具領(lǐng)域的一大趨勢(shì)。
波音公司開發(fā)的連續(xù)樹脂基復(fù)合材料3D打印技術(shù)不僅僅適用于航空航天應(yīng)用,還可以應(yīng)用于其他行業(yè),可以在車輛、海上交通工具、航天器等應(yīng)用。

市場(chǎng)上的連續(xù)纖維增強(qiáng)樹脂基復(fù)合材料的3D打印方法存在以下主要問題:
- 各類纖維在出廠時(shí),其表面活性基團(tuán)均只適應(yīng)于與熱固性樹脂的浸潤過程。在使用簡(jiǎn)單的措施將未處理的纖維與熔融熱塑性樹脂共混時(shí),難以使纖維與樹脂充分浸潤,這導(dǎo)致構(gòu)件的纖維-樹脂界面較差。
- 大絲束纖維呈展平帶狀,現(xiàn)有3D打印方法難以使用大絲束纖維,且小絲束纖維在成型過程中成型速度慢,成型后的表面質(zhì)量、纖維樹脂體積分?jǐn)?shù)、纖維樹脂分布情況、層間結(jié)合力等性能指標(biāo)難以控制。
- 現(xiàn)有的方法在打印過程中,由于纖維的局部分叉、斷裂,容易造成纖維在腔體中堆積、堵塞,對(duì)成型過程造成影響,同時(shí),成型軌跡中纖維呈松散、無規(guī)律的分布狀態(tài),使得構(gòu)件的承載性能受到影響。
在國內(nèi),南京航空航天大學(xué)針對(duì)現(xiàn)有的熱塑性樹脂基復(fù)合材料3D打印成形時(shí)所使用的連接纖維尺寸較小,且不能對(duì)連接纖維實(shí)現(xiàn)有效浸漬而造成成型速度低、構(gòu)件尺寸受限較大、成型件綜合性能低的問題,發(fā)明了連續(xù)纖維增強(qiáng)熱塑性樹脂基復(fù)合材料的3D打印方法。適用于尺寸較大的纖維絲束,該打印技術(shù)成型速度快,表面質(zhì)量提高,同時(shí)纖維與熱塑性基體間的界面結(jié)合性能好,構(gòu)件纖維含量高,纖維密實(shí)度高,并且提高了打印構(gòu)件的力學(xué)。
南京航空航天大學(xué)還研發(fā)出連續(xù)纖維增強(qiáng)熱塑性樹脂基復(fù)合材料旋轉(zhuǎn)共混3D打印頭,其特征在于: 擠出頭連接于熔融腔也可繞中軸旋轉(zhuǎn),且旋轉(zhuǎn)方向與熔融腔相反;熔融腔與擠出頭內(nèi)側(cè)均有攪拌齒環(huán),纖維束和熔融熱塑性樹脂受到兩級(jí)反向旋轉(zhuǎn)的螺旋齒環(huán)攪拌作用下均勻共混,且共混體以螺旋狀密實(shí)纏緊成圓柱絲束,樹脂沿纖維取向均勻分布;擠出頭擠出材料至成型區(qū)域并固化成纖維增強(qiáng)樹脂基復(fù)合材料。
南京航空航天大學(xué)的技術(shù)對(duì)當(dāng)前熱塑性復(fù)合材料成型技術(shù)是一種突破,南京航空航天大學(xué)采用兩級(jí)旋轉(zhuǎn)腔體對(duì)纖維和樹脂的共混體進(jìn)行攪拌和纏繞,適用于較大尺寸的纖維絲束,優(yōu)化了打印頭對(duì)纖維原有狀態(tài)的適應(yīng)性,在相同的建造速度下,提高了打印效率,改善了構(gòu)件的表面質(zhì)量;攪拌共混的作用下,纖維與樹脂間的浸潤充分,共混體中的纖維呈緊密螺旋纏繞狀,提高了增強(qiáng)體的承載能力,樹脂在纖維中各處分布均勻,改善了構(gòu)件的層間和界面結(jié)合性能,提高了打印構(gòu)件的力學(xué)性能;擠出頭的旋轉(zhuǎn)作用可使共混體在擠出后,纖維與樹脂的分布均勻,纖維體積含量高。
當(dāng)前針對(duì)連續(xù)纖維增強(qiáng)的熱塑性復(fù)合材料成型FDM打印技術(shù)領(lǐng)域,活躍的企業(yè)和研究機(jī)構(gòu)包括美國Mark Forged,日本大學(xué)、東京工業(yè)大學(xué),西安交通大學(xué)等。3D打印隨著南京航空航天大學(xué)將這一技術(shù)水平推向新的高度,我們認(rèn)為FDM技術(shù)用于連續(xù)纖維增強(qiáng)的熱塑性復(fù)合材料打印技術(shù)進(jìn)一步走向工業(yè)級(jí)應(yīng)用。
南京航空航天大學(xué)的突破性在于實(shí)現(xiàn)了較高力學(xué)性能連續(xù)纖維增強(qiáng)熱塑性基體復(fù)合材料構(gòu)件的3D打印,且成型效率高,表面質(zhì)量好,可適用于對(duì)性能要求較高的航空航天復(fù)雜構(gòu)件的成型過程。
從金屬到高性能材料的轉(zhuǎn)換目前是航空航天市場(chǎng)的一個(gè)既定趨勢(shì),復(fù)合塑料成為追求設(shè)計(jì)自由度、制造便利性和輕質(zhì)以超越傳統(tǒng)鋁材的方案。
文章來源:(3D虎) 轉(zhuǎn)載免責(zé)聲明: 本網(wǎng)站轉(zhuǎn)載的文章,其版權(quán)均歸原作者所有,如其他媒體、網(wǎng)站或個(gè)人從本網(wǎng)下載使用,請(qǐng)?jiān)谵D(zhuǎn)載有關(guān)文章時(shí)務(wù)必尊重該文章的著作權(quán),保留本網(wǎng)注明的“本文來源”,并自負(fù)版權(quán)等法律責(zé)任
3D模型是否是實(shí)體模型?")

3D打印材料屬性一覽表")
3D打印用模型文件?")
合作")
精華文章合集,你想知道的3D打印知識(shí)都在這里!")
保護(hù)聲明")

據(jù)格式")
")






