
























設計制造工程師必看!3D打印零部件產生形變研究
魔猴君 知識堂 2468天前
3D打印零件發生變形是一個日常中較為棘手的問題,雖然3D打印機是可靠的,但并不意味著它不會出現這個問題:3D打印零件因熱變形而發生翹曲。當塑料變熱時,它們會膨脹。當它們冷卻時,它們會縮小。由于FDM技術的3D打印大多會使用熱塑性塑料,所以幾乎每個FDM 3D打印機都會發生這種情況。
在打印機方面,有兩種方式可以解決翹曲問題:加熱打印板或加熱外殼。這兩種解決方案使得零件可以保持一定溫度,所以它不會變涼,因此不會變形。其他3D打印機將有一個可以保持熱量的外殼,有可能利用一種粘合劑可以用于構建板,這通常會減少翹曲。此外,讓零件冷卻到室溫,然后再將其移除將減少翹曲,因為零件冷卻時仍粘附在打印板上。
但是,這不是并非與打印系統有關,而是更多的關乎零件原型設計技巧。“3D打印機可以打印任何東西”的說法是不正確的,因為3D打印機通常具有與其他制造方法一樣多的限制條件并且必須遵循相關產品設計原則。舉例來說,FDM技術3D打印機可以創建的最小打印尺寸取決于噴嘴直徑和龍門架精度。無論如何,許多零件的翹曲僅僅是因為FDM 3D打印機的材料限制以及未針對3D打印優化的零件設計。
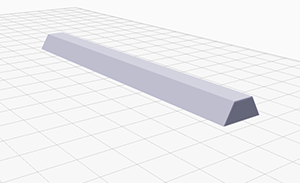
我設計了一個簡單的梯形棱鏡,很容易發生翹曲(原因很快就會發現)。這里是Eiger軟件下的三維模型:
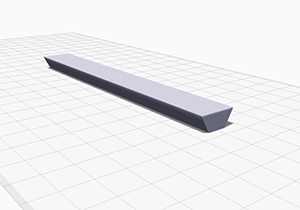
(用于測試翹曲的樣件。長而薄的幾何形狀和傾斜表面使其更容易翹曲)
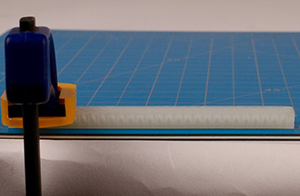
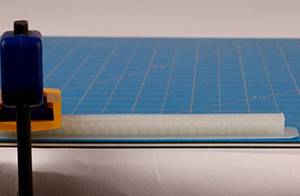
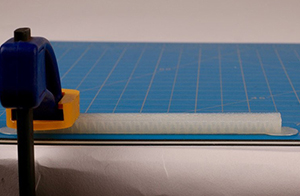
這是從打印板脫落后的部分變形零件。為了展現出翹曲程度,我在桌子的一邊夾住了零件,觀察了另一邊的翹曲:
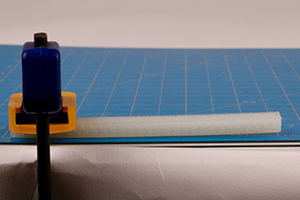
(正如你所看到的一樣,這個3D打印零件在任何一側都會彎曲,從而確定其底面不平坦)
以下五個提示可用作3D打印設計指南,以便您可以在設計過程中減少3D打印零件的翹曲問題。
1、圓角邊緣和圓形自然形狀的設計
3D打印零件發生翹曲時,這是由于零件邊緣周圍瞬間產生了大量的熱。這種熱力矩是由于當FDM技術3D打印機放置長絲時,它們將塑料加熱到半流體狀態,然后在擠出后將其冷卻。 當大多數材料冷卻時,他們會縮小體積。在FDM 3D打印機的情況下,這意味著每個“材料線”都要縱向收縮。通常,這不足以影響打印托盤的附著力,但隨著多層材料的添加,這種力量會增加,從而使零件翹曲。對于長而薄的零件,這是特別常見的,就像我在這篇文章中使用的測試片一樣,因為它的縱向收縮。
當更多的角落被添加到想要縮小的線段時,由于該位置處的應力累積,拐角將會剝落,如下圖所示:
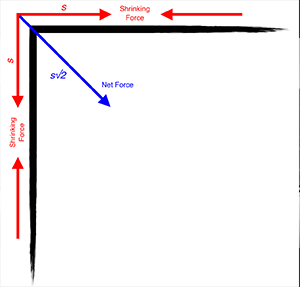
(來源于每個邊緣的收縮力加起來,就會在拐角處發生彎曲)
銳角產生應力集中,所以零件邊角部分是引起翹曲的最常見的位置。在這些角上添加一個弧度角可以減少應力集中,因為圓角會把收縮力有效分散時,從而使得應力得到均勻分布。一般來說,當工程師設計零件通常最終形狀為矩形時,最初接觸打印托盤時形狀更為圓形的橫截面將減少翹曲,這也是最容易加工的。但從一開始就設計更多圓形,自然形狀和表面將減少翹曲,因為它分散了壓力積聚。下面,我通過在零件邊角添加一個圓角來測試打印件。
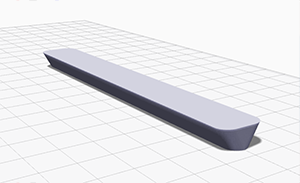
(調整與打印托盤垂直的邊緣部分可減少由翹曲引起的應力集中)
通過這個簡單的設計修改,邊緣上的圓角也會顯著減少翹曲。

(添加圓角可減少在拐角處產生的應力,從而減少由熱變形引起的力)
另一個關于打印件上添加圓角的提示 - 在零件的底部邊緣添加一個圓角將使您可以更輕松地將其從打印托盤上移除 - 它可以讓您獲得一個良好的切入點,以便讓刮刀進入!
2、打印底面較大的零件
隨著材料層疊在一起,這些應力倍增。如果剛打印出的層稍大一點,那么就會有更多想要縮小的材料,所以收縮力會進一步增加。這意味著3D打印最糟糕的形狀是隨著上升而橫截面變大的形狀,并且在長長的直線段之后形成尖角,就像我們的彎曲測試一樣!
盡管零件不會總是在其底層上發生彎曲,只要這些幾何體存在形變條件存在就會發生彎曲。 由于相同的原因,即使它們被支撐,經常長的擠出懸垂部分也會卷起來,如下面這個薄的傾斜懸垂部分所示:

(盡管零件沒有在底部彎曲,但是長而疊加的輪廓導致該零件在懸垂處卷起,打印失敗)
所以當3D打印零件時,重要的是嘗試確定先打印最大的面(底部),因為隨著堆疊層頂部的橫截面變大,零件會傾向于翹曲。此外,零件接觸打印托盤的表面積越大越好,因為更大的表面積“粘”在托盤上會是零件更加牢固。我按照如下所示的方向打印了截斷的梯形體:
(3D打印零件的方向非常重要 - 只要延續打印方向進行設計就可以解決很多問題)
正如您所期望的那樣,不會翹曲:
(零件的任何一側都不會彎曲,因為層疊方式的改變減少了零件上的收縮力)
雖然這是一個簡單的例子,但是對于這樣的零件,可以很清楚的了解到應該以最大面朝下的方式打印,在某些情況下它不是很明顯,所以請在設計零件時重點考慮構建方向。
3、添加邊緣
可以使用“邊緣”工具將邊緣添加到零件中,這基本上會圍繞零件在打印托盤上添加一些額外的接觸面積。

(在“高級設置”下選擇“使用邊緣”,為您的零件添加邊緣)
這減少了翹曲或卷曲的原因有兩個。
其一,該零件具有“延伸”底部表面的特性,這意味著與打印托盤的接觸面比通常更大。二,當3D打印零件的翹曲轉移問題延伸到零件邊緣時,這將會是最糟糕的情況。良好的零件邊緣還為支撐結構提供了更好的表面。我們的支撐結構是細長的,正如我上面所解釋的那樣,它們確實需要良好的接觸。如果你的零件下面有很多支撐材料,那么這個邊緣將為支撐結構提供一個良好的表面。支撐材料不會卷曲得太多,因為它們會粘在零件邊緣上 - 一個平坦的大面積表面粘在打印托盤上。 以下是對零件邊緣部分的測試:
(添加額外的零件邊緣能夠增加與打印托盤的接觸面積來減少3D打印部件翹曲)
4、嘗試增加零件邊緣
有時,由于打印托盤上的接觸點幾何形狀各異,零件仍然會因為邊緣不夠大或彎曲不足而產生翹曲。在這些特殊情況下,可能有必要設計額外的邊緣加以處理。在這些情況下建議的做法是在零件的所有角落添加薄而圓的“圓點”,以便在容易發生翹曲的關鍵點位提供更多與打印托盤的表面區域接觸。

(有時候,設計額外的零件邊緣對于減少3D打印零件形變是非常有必要的)
我自己設計的零件邊緣解決了與我們的預制邊緣的翹曲問題,并且后續打印更復雜的零件時可以派上用場:
(零件兩側的“點”在零件的邊緣處提供更多的接觸面積,并且可以輕松去除)
5、將復合纖維添加到您的零件
Mark Two的獨特功能之一就是它能夠在零件內部鋪設纖維,以制造出更堅固的3D打印零件。由于Markforged 3D打印機具有復合材料功能,為了減少零件的翹曲,可以將纖維添加到零件底層的位置以增加其剛度。

(Eiger軟件中的彎曲測試零件,頂部和底部均鋪設有纖維)
這實質上迫使零件底層變平,使它們幾乎不可能翹曲。請記住通過在零件的頂部和底部創建纖維來平衡復合材料的應力,以優化扭轉強度。正如您所看到的,由于沒有對原始零件進行設計更改,測試打印樣件是否保持平整:

(由于增加的剛度,添加纖維將使得打印層保持平整不翹曲)









")






