
























EBM與L-PBF:您應該選擇哪種金屬粉末熔合技術?
魔猴君 知識堂 8天前
近年來,金屬增材制造經歷了快速發展,使得人們能夠想象復雜的形狀,同時注重提高性能和質量。有許多工藝可以提供這些可能性:激光熔合、集中能量下的材料沉積、粉末粘合等。當今應用最廣泛的工藝之一仍然是粉末床熔合。有兩種技術主要因所用熱源不同而有所差異:激光聚變(L-PBF)和電子束聚變(EBM)。其原理保持不變:將散布在印刷板上的金屬顆粒逐層融合,以創建所需的3D模型。但使用激光或電子束來執行此操作顯然是不同的。那么,我們應該采用什么樣的流程?這兩種技術各有什么特點?它們有何相同點和不同點?
L-PBF和EBM技術
顧名思義,這兩種技術都是依靠熱源來熔合一層金屬粉末。該過程在封閉的機器中進行,并生產出堅固且致密的零件。因此,所使用的熱源是不同的。對于激光聚變過程,首先需要澄清賦予該過程的術語和不同的縮寫詞。我們經常聽到SLM或DMLS,甚至L-PBF。原理保持不變:術語SLM(選擇性激光熔化)來自弗勞恩霍夫研究所,而DMLS(直接金屬激光燒結-實際上是熔化而不是燒結)來自制造商EOS。這里將使用更通用的術語L-PBF。

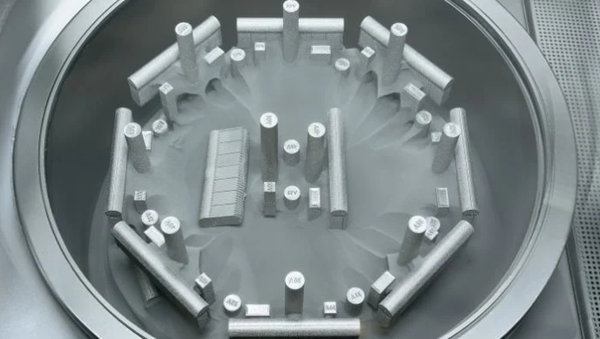
L-PBF工藝。(圖片來源:Schmitz Metallographie GmbH)
3D打印機使用一個或多個激光器——今天你可以找到具有12個激光器的機器。后者是DMLS機器上的光纖激光器。它首先在房間內營造一種惰性氣氛,然后將其加熱到所需的最佳溫度。第一層金屬粉末沉積在板上。然后,激光將粉末顆粒融合成所需的形狀。后者的強度根據所使用的金屬確定:這里的目標是達到材料的熔點,以便當激光經過時它可以完全熔化,并在冷卻后立即凝固。該過程逐層重復。
如果我們現在看一下電子束聚變,您應該知道使用真空室來避免金屬粉末氧化是絕對必要的。一旦創建了這種環境,就將必須導電的材料放置在板上,然后電子槍發射光束。在磁場的引導下,產生的電子能夠將粉末顆粒融合在一起,并逐層形成所需的部件。請注意,這些電子的溫度可高達2,000°C,速度也極快。
技術特點
選擇激光熔化還是電子束熔化取決于用戶的需求:是否需要較高的零件質量?應該生產多少量?這個項目緊急嗎?正如您所了解的,許多標準會影響最終決定;我們建議您查看技術特性方面存在的主要差異,以幫助您盡可能清楚地做出選擇。
打印質量
印刷質量是一個決定性因素,尤其是在談論成品時。無論是在L-PBF還是EBM中,我們通常都能獲得精確、致密和堅固的零件。然而,表面處理并不是很精致,而且部件比較粗糙。金屬增材制造通常需要后處理步驟才能獲得更光滑、更完美的表面。
值得注意的是,使用激光可以獲得更好的精度。事實上,粉末顆粒融合得更細,這使得設計出表面光潔度比EBM工藝更均勻的零件成為可能。此外,L-PBF中使用的粉末顆粒更細,層厚度也更大。與EBM相比,這有助于實現更好的打印質量。
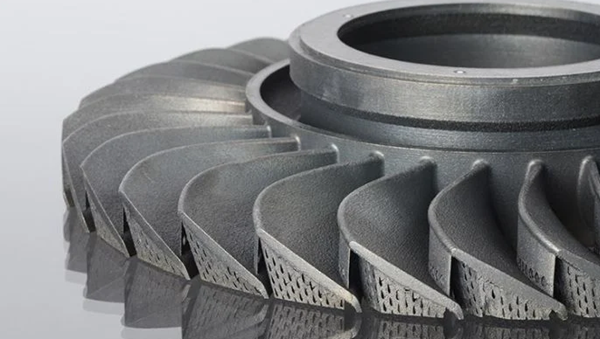
采用EBM工藝的3D打印部件(圖片來源:Colibrium Additive)
打印速度
一般來說,電子束聚變比激光聚變速度更快。由于光束在整個打印床上發射能量,因此發射的電子數量眾多,能夠同時融合粒子。另一方面,激光必須逐點進行融合,這需要更長的時間。L-PBF機器使用檢流計(即一組移動鏡)引導激光沿著打印床前進。當然,打印速度取決于L-PB F機器的激光器數量及其功率——你可以想象,單激光器3D打印機的效率會低于具有12個激光器的機器。在估算構建時間時,必須考慮3D打印機的預熱和冷卻。
打印量
粉末床熔合技術并不特別適合大批量生產,而集中能量沉積(CED)技術更適合大批量生產。事實上,機器越大,材料預熱的時間就越長,需要的能量就越多,這不一定是一個優勢。不過,可以說L-PBF提供的容量更大。首先,市場上有更多的激光熔接機,這使得在構建板尺寸方面有更廣泛的選擇。例如,最大的解決方案之一提供的容量為9噸,而最常見的則約為250 x 250 x 300毫米。
在EBM方面,選擇非常有限,因為市場上的3D打印機很少。建議的體積沒有達到L-PBF的體積——我們大約是200x200x200毫米,有可能達到300 x 300 x 450毫米。
材料
值得注意的是,電子束聚變僅與導電金屬兼容。該過程的基本原理是基于電荷,并且必須與允許電荷通過的材料一起工作。這將使得打印鈷鉻、銅、鈦、不銹鋼甚至鎳合金零件成為可能。請注意,可以重復使用未被光束熔化的粉末,這可以顯著節省資源。
對于激光熔化來說,兼容材料的范圍更廣。最常用的金屬是鋁、鈦、鋼和各種合金,或鈷鉻和銅。在這兩種情況下,都必須小心處理粉末,并采取必要的防護措施(口罩、手套、護目鏡)。粉末顆粒越細,越需要采取預防措施。因此,L-PBF的風險會更大。
激光熔合制造的葉片(圖片來源:Fraunhofer IPT)
后期處理
打印完成后,兩個過程都需要零件清潔步驟。其實就是要把那些沒有融合在一起的多余粉末去除。去除粉末所需的時間長短取決于零件的形狀。最常用的是特定設備,例如噴砂站。
接下來是移除打印介質的步驟。電子束聚變通常需要較少。使用真空室和控制每層的預熱可以限制變形并增強零件強度,從而限制打印過程中對加固的需求。對于L-PBF,需要支撐以避免與高溫相關的變形,同時也促進散熱并在材料冷卻時減少應力。根據房間的幾何形狀,它們的數量會或多或少。它們可以通過機械加工、切割或線切割去除。
如前所述,這兩種金屬增材制造工藝并不以其美觀品質而聞名。如果想要獲得光滑的表面,則需要經過后處理步驟,特別是拋光。對于EBM工藝來說尤其如此,因為表面狀況特別差。
最后,關于熱處理,也就是說,允許改善零件機械性能的不同方法,對于EBM來說很少是必要的。如果您選擇激光熔化,可能值得使用熱等靜壓等技術來去除任何內部空隙和殘留孔隙。

清潔L-PBF部件(圖片來源:Protolabs)
EBM和L-PBF工藝的主要應用
這兩種技術都用于高性能行業,但它們的應用因其獨特的處理特性而有所不同。電子束熔化技術的特點是能夠加工難以加工的材料并制造具有高機械強度的零件。從歷史上看,電子束聚變吸引了兩個領域:航空航天和醫學。在航空航天領域,它最常用于生產渦輪葉片。例如,Colibrium Additive為GE Aerospace的GE9X發動機真空打印了數千個鈦渦輪葉片。在醫學領域,EBM 3D打印已廣泛應用于骨科植入物的生產,例如用于髖關節置換的髖臼杯。該工藝提供的多孔設計有利于骨骼在杯內生長,從而更容易固定植入物。
L-PBF技術廣泛應用于航空航天、汽車、醫療和牙科應用以及渦輪機械。在汽車行業,該工藝用于各種汽車零部件,從發動機和變速箱部件到內飾元件。在渦輪機械領域,該技術對于葉片、葉輪和燃油噴射器的生產至關重要,其創建內部通道和冷卻結構的能力可提高零件的效率和使用壽命。在醫療和牙科領域,激光粉末床熔合主要用于制造手術器械和牙科植入物。

髖關節假體的髖臼杯(圖片來源:AddUp)
最后值得一提的是,這兩項技術在醫療領域的應用受到鈦和不銹鋼等材料使用可能性的強烈影響。鈦是一種生物相容性材料,具有良好的機械性能,適合用于植入物等。至于不銹鋼,其特性使其非常適合生產工具和醫療設備。因此,這兩種金屬都可以從該工藝及其密封室中受益,從而生產出沒有污染風險的零件。
領先的EBM和L-PBF 3D打印機制造商
電子束聚變(EBM)市場多年來一直由最先開發并商業化該技術的瑞典公司Arcam主導。近年來,隨著新公司搶占市場份額,該行業分支不斷發展壯大。如今,通用電氣航空航天集團旗下的Colibrium Additive是自2016年收購Arcam以來最具影響力的參與者。該公司在通用電氣內部引領了航空航天和醫療部件的批量生產。自收購Arcam和Concept Laser等其他金屬增材制造公司以來,Colibrium Additive通過自動光束校準和更精確的熱控制等創新優化了技術。

EBM 3D打印機(圖片來源:Colibrium Additive)
另一方面,自從EBM技術市場發生這種演變以來,新的制造商已經出現,例如Wayland Additive,它利用其NeuBeam工藝尋求提高電子束聚變的穩定性和靈活性。Freemelt由前Arcam工程師于2017年創立,也提供電子束打印機,其中一些甚至是開源的。該市場的其他新進入者包括亞洲制造商QBeam、西安賽龍金屬和JOEL。他們在其他電子束技術方面擁有豐富的經驗,并將其應用于增材制造。然而值得注意的是,他們的打印機的營銷仍然集中在其原產國。
在L-PBF技術領域,德國EOS公司是主要參與者,其在基于L-PBF技術及其材料的金屬打印機生產方面擁有三十多年的經驗。如今,大量公司使用L-PBF工藝:尼康SLM Solutions、雷尼紹、Farsoon Technologies、Additive Industries、3D Systems和AddUp只是其中的幾個例子。隨著時間的推移,這些公司通過推出滿足特定行業需求的打印機來改進其產品。例如,Farsoon和Additive Industries的打印機因其多激光和大幅面功能而脫穎而出。Renishaw和3D Systems打印機經常用于研究。最后,制造商尼康和AddUpp為一般工業和大規模生產提供解決方案。值得注意的是,上述制造商的產品不僅限于這些應用,但這些是其中一些最重要的應用。

FS811M大幅面3D打印機(圖片來源:華曙高科)
價格
使用EBM和L-PBF工藝的3D打印機需要大量投資,其價格根據型號、構建體積、所需惰性介質以及每臺設備的具體功能而有所不同。不過EBM打印機的價格比L-PBF打印機高很多。這是因為與L-PBF解決方案的供應相比,EBM機器的供應有限。就電子束聚變而言,成本估計在50萬至100萬美元之間。這筆高昂的成本不僅包括打印機本身,還包括操作機器所需的基礎設施,包括后處理設備和專用材料。此外,EBM流程需要高技能的專業人員來操作,這對成本和人才可用性有重大影響。
另一方面,使用L-PBF技術的打印機根據其打印量提供更廣泛的價格范圍。3D Systems的ProX 100等型號,其構建體積為100 x 100 x 180毫米,估價為250,000美元。更高級的選項,例如EOS M400,打印尺寸為400 x 400 x 400毫米,售價達到750,000美元。除了機器成本外,還必須考慮后處理設備的投資和金屬粉末的購買。總之,要了解打印機的確切成本,有必要聯系制造商或經銷商以獲取報價。
編譯整理:3dnatives









")






