
























Cura第一層設置:初始層簡單解釋
魔猴君 知識堂 232天前
Cura具有一系列專門針對3D打印特定區域的設置。這些設置包括但不限于速度、支持和流量設置。通過這些調整,您可以調整切片機以獲得最佳的最終打印效果。
為了獲得出色的打印效果,布局良好的第一層是關鍵,因為它可以大大降低后續層出錯的可能性。如果第一層出現問題,則很可能會影響其余的打印效果。
在本文中,我們將介紹Cura的初始層設置。我們將介紹第一層基礎知識,并為您提供一些初始層設置值的建議。
UltiMaker Cura:功能豐富
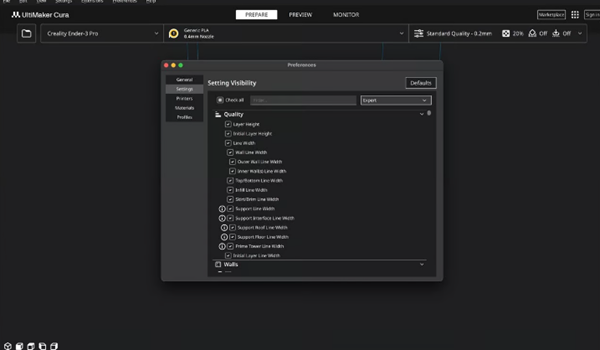
圖1:UltiMaker Cura具有如此多的設置,以至于它有一個“切換設置可見性”菜單(來源:Myles Vendel via All3DP)
3D打印中的初始層構成了整個模型的基礎,有助于確保模型牢固地固定在打印機床上。第一層的主要功能是正確粘附在構建表面上。如果模型的第一層沒有正確粘附在床上,其余的打印可能不會順利進行。
UltiMaker Cura有50多種不同的設置,這些設置與初始層有關,可控制構建板粘合、支撐和風扇速度,直至單個壁線的厚度。每種設置都會根據3D打印機型號和材料具有不同的最佳值。
例如,與配備DiamondBack噴嘴和加熱床的3D打印機相比,配備黃銅噴嘴且無加熱床的3D打印機需要的打印速度較慢且冷卻較少。還要注意的是,這些設置應與其他設置一起使用,以確保第一層的清晰度,例如選擇正確的溫度。
高度和寬度
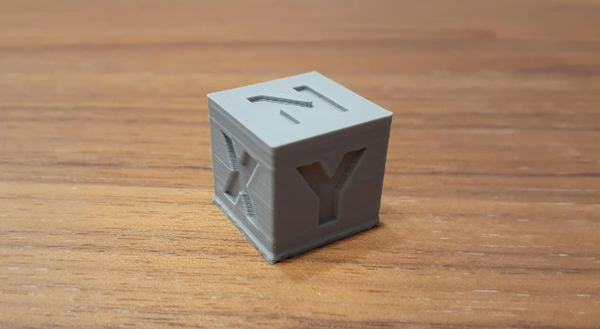
圖2:初始層高度過低等因素可能會導致大象腳現象(來源:jacksknight via Reddit)
這兩個設置控制初始層的“擠壓”。對于獲得良好的第一層,這兩個設置同樣重要。
初始層的高度決定了它與打印床的粘合程度。較低的值可以提高粘合性,但也可能導致層變得太扁。因此,它可能不夠堅固,無法承受打印件剩余部分的后續重量。這會導致通常所說的大象腳。如果打印床沒有正確調平,還可能導致噴嘴堵塞。
初始層高略高于打印件其余部分可以提供更好的附著力,并有助于保持打印件的預期尺寸。較高的初始層高還可以確保床面平整中的任何不規則之處都得到均勻處理,并且通過刮擦損壞打印板的可能性較低。
不同的材料可能還需要噴嘴與床之間的距離不同。有些打印機會在自動Z調平過程中考慮到這一點,但如果沒有,PETG等細絲可能需要稍微增加初始層高,以防止噴嘴粘在非常粘的塑料上。
初始層寬度也很重要,因為它控制第一層從噴嘴流出的材料量。初始層寬度越大意味著從噴嘴流出的材料越多,有助于確保材料均勻地粘在床上。因此,所有初始層線都應該很好地粘在一起。
對抗大象的腳
UltiMaker Cura添加了新功能,以幫助對抗令人煩躁、破壞打印的大象腳。通過降低初始層外壁流量、初始層內壁流量和初始層底部流量設置的值,可以減輕大象腳的凸起。
概括
初始層高:考慮到前面討論的增加或減少的原因,您可以將其保持在打印機噴嘴直徑的45-75%。(對于0.2毫米的層高,一個好的中間值也是0.2毫米。)
初始層寬:對于0.4毫米噴嘴上的0.2毫米層高,將此值設置為100%,寬度為0.3毫米,高度為0.2毫米。這是FDM 3D打印機的默認“草稿”設置。
速度
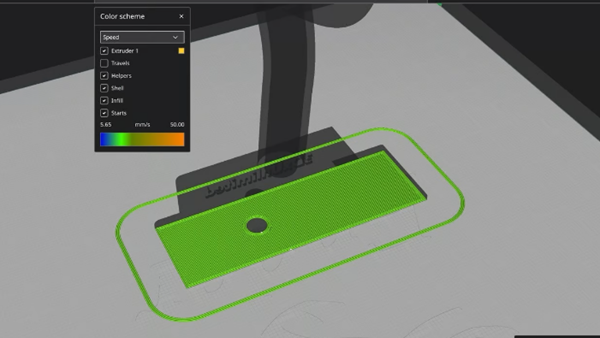
圖3:放慢速度以提高準確度(來源:Myles Vendel通過All3DP;模型:3DxUnlimited通過Printables)
打印層的速度應使擠出的材料充分冷卻,同時還應有足夠的時間在構建表面上鋪開。材料應均勻鋪放并正確粘在床上。如果速度設置得太高,這兩件事都會有風險,您還可能會遇到擠出不足的情況。
與初始層高類似,不同的細絲在不同的速度范圍內效果最佳。PLA和ABS等細絲對速度不太敏感,因此打印速度比PETG等材料快得多,而PETG往往在較慢的速度下打印得更順暢。
噴嘴在此期間的移動速度也很重要。如果您的模型中有多個部分,并且噴嘴在初始層必須移動很多,則保持移動速度較慢會有所幫助。這有助于保持第一層平穩,因為不會出現突然的抖動。否則,某些部分的邊緣可能會很容易從床上脫落。
概括
初始層速度:應在20至30毫米/秒之間。
初始層行進速度:初始層為80-100 mm/s^2,在速度和質量之間實現了完美平衡。
溫度
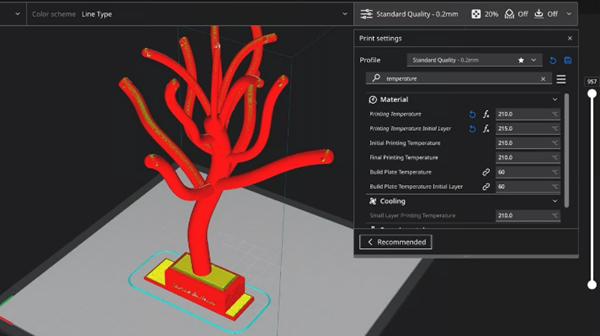
圖4:再多一點熱量就能產生很大的效果(來源:Myles Vendel via All3DP;模型:3DxUnlimited via Printables)
初始層的正確溫度對于其成功至關重要。這些設置側重于噴嘴和床。讓我們逐一看看它們。
初始層溫度很重要,因為它控制塑料從噴嘴流出的程度。較高的噴嘴溫度意味著細絲將充分熔化(降低粘度使其流動得更好)。另一方面,較低的溫度可能導致第一層擠出不足。因此,略高的溫度可確保第一層的材料平穩均勻地流動。
初始床溫控制前幾層的床溫。PLA不需要加熱床,因為它對溫差反應不大。但是,ABS和PETG需要加熱床。ABS和PETG當然也需要比PLA更高的噴嘴溫度。
初始層的床溫越高,環境就越溫暖,材料就不會受到熱沖擊。這可以提高第一層的質量,還可以避免任何翹曲或卷曲問題。
例如,如果使用PLA進行打印,溫度的良好起點可能是噴嘴溫度為210°C,床面溫度為60°C(盡管它們可能分別在180-220°C和20-60°C之間)。在這種情況下,第一層噴嘴溫度在215-220°C之間可能是有利的,床面溫度在50-60°C之間可能是有利的。有關更具體的指導,請查看我們關于最佳打印溫度的文章。
概括
打印溫度初始層:最好將其設置為比打印其余部分高5-10°C。
構建板溫度初始層:根據材料和打印機的限制,您可以將該值保持在50°C至110°C之間。
扇面與花紋
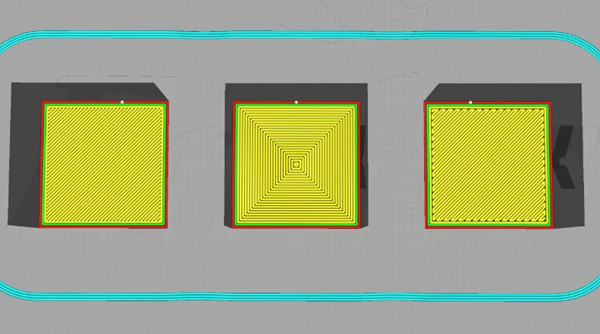
圖5:初始層圖案(從左到右):直線、同心、之字形(來源:Myles Vendel通過All3DP;模型:ItsMaxify通過Printables)
當您鋪設第一層時,您需要確保它適當冷卻。我們知道較高的打印溫度有助于獲得均勻的材料流動。但是,如果我們用風扇突然冷卻這種塑料,則會導致材料冷卻不均勻。這會導致第一層的某些部分很熱,而某些部分很冷。因此,為了確保第一層有足夠的時間冷卻并正確鋪設,您應該在鋪設第一層時關閉風扇。
Cura還提供了更改初始層圖案的選項。您可以選擇線、同心或鋸齒形圖案。此設置會更改第一層上的細絲線的方向,這可能會對零件強度產生輕微影響,并改變3D打印底面的外觀。
概括
初始風扇速度:將初始層設置為0%,以最大限度地提高構建板粘附力。
底部圖案初始層:線條、曲折或同心;確保選擇最適合您的3D打印的選項。
構建板附著力
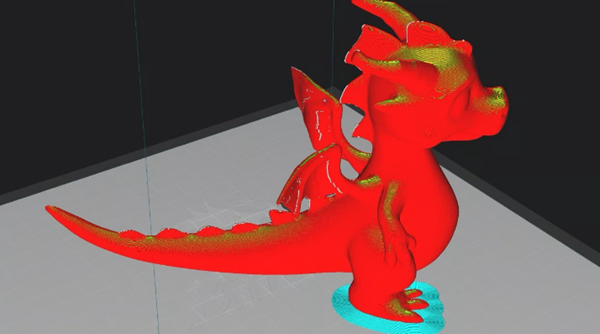
圖6:對于與床接觸較少的較高部件,帽檐非常有用(來源:Myles Vendel via All3DP;模型:sunshinemakes via Printables)
眾所周知,ABS和PETG等細絲比PLA更難粘附到打印底板上。幸運的是,以下設置確實可以改善第一層的粘附性,并且每種設置的工作方式不同,有助于獲得良好的第一層:
裙邊是噴嘴在開始實際模型之前打印的周邊。裙邊不與模型相連,其功能是啟動噴嘴。這有助于確保材料在其余打印過程中均勻流動。
帽檐與裙子類似,但與模型接觸。它有效地增加了第一層的表面積。這有助于使表面積較小的打印件更好地粘在床上。
筏板本質上是模型下方的一層。噴嘴首先打印筏板,然后將模型打印在筏板上。這有助于較小部件的粘合。但是,打印筏板很耗時,而且會浪費大量材料。換句話說,只有在必要時才應該使用一個。
第一層支撐設置
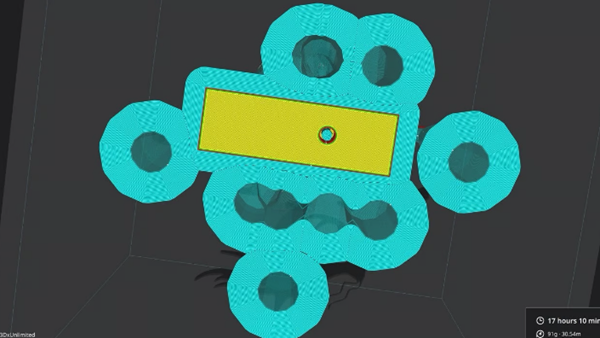
圖7:您甚至可以為支撐物添加帽檐!(來源:Myles Vendel via All3DP;模型:3DxUnlimited via Printables)
由于對象第一層的設置數量,通常很容易忽略另一個重要打印部件第一層的幾個可用選項:支撐。
UltiMaker Cura為標準支撐和樹形支撐提供了多種設置,以改善支撐的粘合性和質量。畢竟,如果支撐失效,3D打印就會失敗。
最小支撐地板面積:此選項允許您設置構建板上樹支撐的“樹干”或主枝的最小面積。主枝的最小面積越大意味著使用的材料越多,但樹的整體強度也越高。
支撐地板厚度:通過此設置,您可以指定樹支撐下方地板的厚度(以毫米為單位)。設置為“0”可在底部設置空心樹支撐。
啟用支撐邊緣:選中此框將為標準支撐和樹支撐創建邊緣,從而增加支撐與床的附著力。此邊緣的寬度可以通過設置支撐邊緣寬度中的測量寬度或線數來設置。
編譯整理:ALL3DP









")






