
























如何避免3D打印中出現氣泡?
魔猴君 知識堂 322天前
與任何制造工藝一樣,3D打印也有優點和缺點,也有其局限性。事實上,當我們想要創建或多或少復雜的零件和結構時,經常會遇到問題和障礙。例如,我們會想到過度擠壓、翹曲或象腳。這次,我們想和大家聊聊3D打印零件上可能出現的水泡或斑點的現象。這些是細絲的小點或液滴,可以在采用FDM/FFF打印技術生產的零件表面上看到。它們通常出現在擠出機開始去除材料并在打印后返回的位置。隨著時間的推移,這種粘合會在零件表面以污點的形式變得可見。
FDM 3D打印過程中出現這些小氣泡的原因有很多,比如收縮。縮回時,少量燈絲會被拉回到噴嘴中,以防止燈絲隨后出現任何問題。然而,如果細絲回縮太少或太多,或者回縮太慢或太頻繁,就會出現這些缺陷。噴嘴的溫度和速度也會促進氣泡的形成。溫度太高會增加材料的粘度,并可能導致大量細絲不受控制地退出噴嘴。打印速度太高或頻繁變化也會導致表面質量下降。最后,各層材料的冷卻不足也可能是造成這些缺陷的原因,因為材料可能會滑動,從而導致不規則。現在我們知道了原因,讓我們看看該問題的可能解決方案。

氣泡和斑點在3D打印部件的表面上以細絲小液滴的形式出現(照片來源:Chris Cecil)
擠出機校準以減少起泡
如上所述,擠壓不良會導致起泡。這就是為什么您必須首先正確校準擠出機的原因。這可以使用E-Step Calibration來完成,E-Step Calibration是3D打印機固件中的一個參數,用于確定擠出機擠出一毫米長絲所需的步驟數。如果校準正確,將擠出所需長度的細絲。如果情況并非如此,或者燈絲寬度不符合規格,調整流量可能是解決問題的一種方法。此設置控制擠出的細絲量,并防止過多的材料從噴嘴中噴出,從而導致拖尾。還要確保3D打印機噴嘴清潔且未堵塞,因為這可能會導致擠出不充分且不均勻,從而導致零件表面出現缺陷。
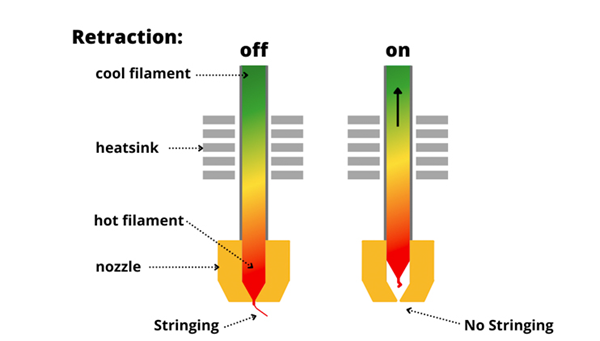
回縮調整
回縮調節用于將細絲從擠出機端部回縮。這有助于防止材料因噴嘴中積聚的壓力而意外流出。回縮是一項有用的功能,有助于防止串形成。然而,縮回速度、距離和頻率調整不當可能會導致起泡。
縮回速度決定燈絲縮回然后重新插入熱端的速度。如果速度太慢,則燈絲無法及時從噴嘴中取出,材料就會脫落,導致起泡。為了避免這種情況,請將縮回速度增加大約25%。可以防止這些斑點形成的另一個回縮設置是回縮距離,它控制每次回縮必須回縮的燈絲量。如果這個距離太大,噴嘴和燈絲之間就會出現間隙,導致空氣進入噴嘴,導致零件上出現氣泡。另一方面,如果間隙太小,則回縮的絲量不足,多余的材料可能會從噴嘴中噴出,這也會造成不規則。要找到最佳的縮回設置,請首先緩慢地逐漸增加縮回距離。
最后,如果您仍然注意到起泡,請嘗試逐漸縮短距離,直到找到理想的貼合度并且不再有明顯的瑕疵。最后,避免撤回本身或至少減少撤回的頻率也可能有所幫助。為此,請啟用或增加切片機上的最小縮回距離。最小縮回距離是允許縮回之前噴嘴可以行進的最小距離。這將減少回縮的頻率,從而減少水泡的出現。
照片來源:3D打印機蜜蜂
降低溫度和速度
如果打印溫度太高,材料的粘度會增加,使其太薄并且可能無法控制。首先嘗試將溫度降低5-10°C,請記住,建議的打印溫度可能因線材而異。ABS必須在較高溫度(230至260°C)下打印,而PETG必須在210至250°C之間的溫度下打印,而PLA則必須在較低溫度(190至220°C之間)下打印。還要確保打印速度不要太高,因為這可能會影響零件的質量和準確性。這是因為不同層的材料沒有時間完全沉降,導致表面不平整和不規則。首先將速度降低至5-10mm/s之間,逐漸找到最佳打印值。
除了降低溫度和打印速度之外,您還可以增加打印機的通風或冷卻以防止起泡。還要以10%的增量增加切片機風扇速度,直到看到染色減少。
啟用慣性導航以減少水泡
某些切片機(例如Cura、PrusaSlicer或Simplify3D)具有慣性功能,有助于防止起泡。正如我們提到的,擠出機末端存在壓力,導致細絲流過噴嘴,即使它停止移動。如果發生這種情況,滑行功能可以提供幫助。此設置可預測熱端中的壓力,并在打印即將結束之前停止材料流動以防止起泡。只需激活切割軟件中的慣性滑行功能即可。









")






