
























3D打印與注塑成型:選擇哪種制造方法?
魔猴君 知識堂 259天前
在制造業中,有多種生產技術可以滿足不同的需求。其中,注塑成型和3D打印。這兩個過程各有優勢,并且通常是互補的。為了更好地理解它們,我們將探討它們的基本原理、獨特特征、應用、市場制造商和所涉及的成本。
在討論每項技術之前,及時對它們進行定位以便了解它們的來源是很有用的。注塑成型的歷史可以追溯到1860年代,當時John Wesley Hyatt發明了賽璐珞(一種開創性的塑料材料)。后來,海厄特和他的兄弟以賽亞獲得了第一個注塑系統的專利,該系統由一個活塞組成,可將熔化的賽璐珞壓入模具中。整個20世紀,技術不斷發展,詹姆斯·沃森·亨德利(James Watson Hendry)于1946年發明的旋轉螺桿注塑機等發明至今仍是默認的注塑系統。
至于增材制造,它起源于20世紀80年代。第一個3D打印系統基于Chuck Hull開發的立體光刻技術,并于1986年獲得商業專利。顯然還有許多其他制造工藝,可兼容多種制造工藝。適用于不同應用和行業的材料。
注塑和3D打印:它是如何工作的?
3D打印是如何工作的?
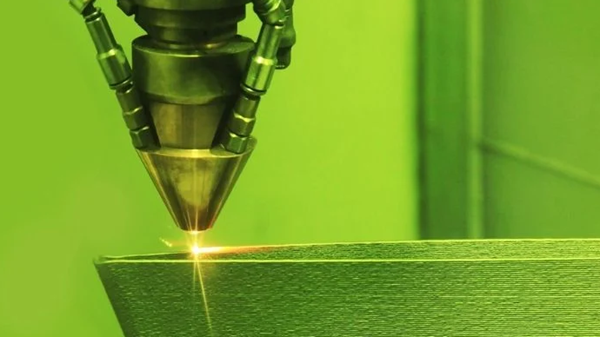
3D打印是一種通過從數字繪圖中逐層添加材料來創建物體的生產過程。這種方法提供了極大的靈活性和精度,可以創建復雜的幾何形狀,而使用傳統的制造方法(包括注塑成型)很難甚至不可能實現這些幾何形狀。增材制造涵蓋不同的技術系列,這些技術在可用材料、能源和添加材料的方法方面有所不同。如果我們對它們進行一般性的分類,我們可以說主要有三種工藝:基于擠出的工藝、基于光聚合的工藝和基于粉末熔融的工藝。在每個系列中,都有需要獨特設備的變體,這些變體不使用相同的材料,并且其結果明顯不同。然而,每種技術都有明確的步驟來實現最終部分。
該過程首先使用計算機輔助設計(CAD)軟件創建3D繪圖。繪圖完成后,將其轉換為數字文件。數字模型以與3D打印機兼容的格式導出,例如STL、OBJ或3MF,然后將文件加載到切片軟件或slicer中,該軟件將模型轉換為水平圖層并生成G代碼。此代碼包含3D打印機將遵循的指令。實際的制造取決于所使用的打印技術。打印完成后,物體可能需要也可能不需要后處理,后處理可能包括支撐去除、打磨或熱處理。
注塑成型是如何工作的?
顧名思義,注塑成型工藝涉及將熔融材料注入模具中,材料在模具中冷卻并固化以形成最終部件。該過程從材料的選擇和制備開始,材料可以是顆粒、粉末或預成型件的形式。盡管最常見的材料是塑料,但在此過程中也可以使用金屬或玻璃。我們將更詳細地介紹與該技術兼容的材料。材料準備好后,將其送入進料斗,然后從那里送入桶中。
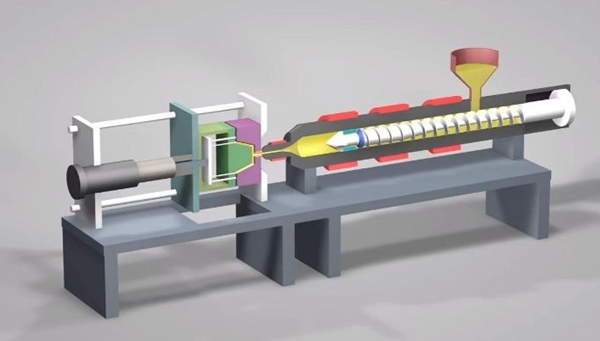
注塑機剖析(照片來源:3ERP)
機筒內裝有高溫螺桿,在加熱的同時旋轉并推動物料。這種熱量會熔化材料,使其變得粘稠和流動。值得注意的是,此階段的溫度最高可達200℃。一旦材料熔化,螺桿就會前進,并通過噴嘴系統將其在高壓下注入模腔,類似于擠出機。注射時間可以很短,通常在0.1至2秒之間。一旦塑料被注射到模具中,由于模具溫度較低,它幾乎立即開始冷卻和凝固。此外,模具還設有通風孔,有助于保持恒溫并加速冷卻過程。
當材料凝固后,關閉裝置(可以是液壓機或電動壓力機)釋放壓力,導致模具打開并釋放零件。最后,模具閉合并重復注射周期以生產下一個零件。需要注意的是,盡管存在不同類型的模具,例如多腔模具、雙注射模具或混合模具,但它們由相同的基本結構制成以執行上述機械功能。鑄件的后處理包括去毛刺、噴漆、表面處理或裝配。
與注塑和3D打印兼容的材料
增材制造和注塑成型都使用適合各種應用和行業的多種材料。例如,在FDM 3D打印中,PETG、PLA和ABS等熱塑性塑料由于易于擠出而占據主導地位。增材制造還使用熱固性材料、彈性體和工程樹脂。它可以加工金屬(如鈦和鋁)和陶瓷,從而拓寬了其應用范圍。有趣的是,某些工藝與注塑中使用的塑料顆粒兼容,以便找到相關材料的所有特性。讓我們記住,3D打印中使用的細絲的成分會發生變化。

注塑成型的首選材料仍然是塑料。
與增材制造一樣,注塑成型與多種材料兼容,這些材料在很大程度上具有相同的使用可能性(熱塑性塑料、熱固性材料、彈性體、金屬和工程樹脂,例如尼龍和聚碳酸酯)。這種多功能性使得能夠生產耐用的汽車零部件、醫療級硅膠植入物和其他高性能零件。注塑成型能夠加工致密材料,這使得它對于生產需要高結構完整性和尺寸精度的零件非常有用。
后處理
精加工和后處理對于提高3D打印和注塑成型零件的功能和美觀特性至關重要。就3D打印而言,由于打印過程會產生粗糙的紋理和可見的層線,因此實現光滑的表面光潔度通常需要噴砂、拋光或化學處理等后處理技術。對于許多3D打印技術,特別是FDM、SLA、DLP和材料噴射,去除支撐是打印零件后處理的另一個關鍵步驟,特別是對于具有復雜幾何形狀或懸臂式的設計。一般來說,這些技術對于細化表面紋理、提高零件耐用性和確保尺寸精度至關重要,這對于需要高質量美觀或功能表面的應用至關重要。然而,每種后處理技術都高度依賴于最初使用的3D打印技術。
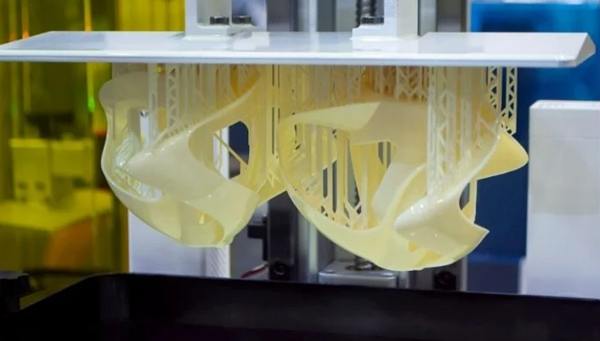
樹脂3D打印零件需要進行后處理以去除支撐物和多余的樹脂
在注塑成型的情況下,后處理通常比增材制造的情況要少得多,因為模具可以將高質量的光潔度轉移到零件上。然而,有時需要幾個步驟才能確保最終產品符合所需的規格。最常見的后處理步驟之一是去除溢料,即在注射成型過程中從模具型腔逸出的多余材料。它通常使用去毛刺或切割工具進行,盡管在批量生產中經常使用自動化系統來加速這一過程。
注塑和3D打印的應用
這兩種工藝都廣泛應用于工業領域,每種工藝都利用獨特的優勢來應對特定的制造挑戰、需求和機遇。增材制造在需要定制和復雜幾何形狀的行業中表現出色,例如醫療、航空航天、汽車和消費品。增材制造在原型設計和定制方面的靈活性在醫療領域中顯而易見,個性化植入物和假肢是根據患者的個人解剖結構量身定制的,從而改善了治療效果和患者的舒適度。
同樣,增材制造的使用在航空航天領域也大幅增長,在高超音速導彈、火箭發動機或零重力3D打印機中出現了特定應用,以提高太空任務的自主性。航空航天工程師正在利用3D打印的能力來生產具有復雜設計的輕質耐用零件,因為這些組件可以通過減輕整體重量或優化傳統制造方法無法實現的復雜幾何形狀,從而顯著提高性能。
3D打印非常適合生產具有復雜設計的零件
此外,汽車制造商還利用增材制造技術,利用該技術進行快速原型制作、多次迭代和制造輕量化零件。這樣可以快速且廉價地修改零件,并提高定制性。雖然使用該技術的行業在很大程度上重疊,但注塑成型在需要大批量生產和精確、一致的零件質量的行業中發揮著獨特的作用。與增材制造一樣,它在汽車、消費品和醫療器械行業很普遍,但原因卻截然不同。

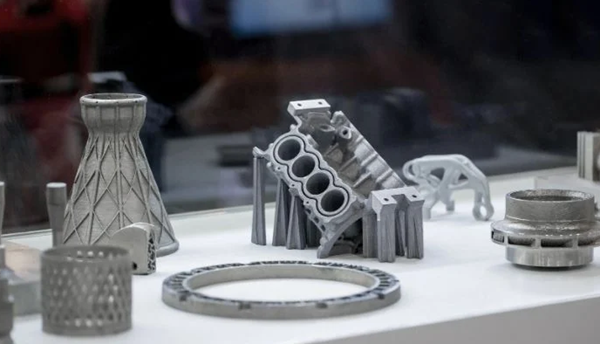
圖片6通過金屬注射成型(MIM)制造的零件
注塑成型因其能夠高效生產具有出色表面光潔度和高尺寸精度的標準化零件而受到青睞。具體來說,汽車應用依靠注塑成型來生產大量部件,例如保險杠、門把手、儀表板和車身外板,確保一致性并符合嚴格的行業標準。在消費品行業,注塑對于大規模制造塑料包裝、容器、電子產品外殼和玩具至關重要,以保持產品的一致性并實現大規模生產。與3D打印一樣,醫療行業也從注射成型中受益匪淺,尤其是注射器、導管和手術器械等醫療器械的生產。注塑在這一領域特別有利,因為它允許醫療保健專業人員使用滿足嚴格的生物相容性和尺寸精度監管要求的設備。
優點和局限性
注塑成型以其大批量生產的效率和成本效益而聞名,使其成為各行業高性能制造的基石。注塑成型的主要優點是能夠以最小的材料損失生產大量相同的零件。模具創建后,生產過程很快,每個周期都會生產一個完全成型的零件,使其成為消費品和電子行業大規模生產的理想選擇。隨著產量的增加,這種效率轉化為顯著的單位成本節省,使得初始安裝成本對于許多公司來說是值得的。對于大規模生產來說,注塑成型正變得極具成本效益。
注塑成型的主要優點是可以大批量生產相同的零件。
然而,注塑成型面臨著重大挑戰,特別是在準備時間和初始投資方面。模具設計和制造可能需要數周甚至數月的時間,具體取決于要生產的零件的復雜程度。如此長的交貨時間使得注塑成型在進行快速設計變更時的靈活性大大降低。與制造模具、購買機械和獲取材料相關的高昂前期成本可能會限制許多小型企業和初創企業進入市場。
設計約束也起著至關重要的作用,因為復雜的幾何形狀和內部特征可能很難在不影響零件完整性或顯著增加設計新模具的成本或生產時間的情況下成型。此外,澆道(熔融材料進入模具的入口點)必須經過精確設計和校準,以確保材料均勻流入模具,防止變形和過早冷卻。盡管存在這些障礙,一旦克服了模具制造的初始投資,每個零件的價格就會隨著產量的增加而大幅下降。
另一方面,與注塑成型相比,增材制造所需的準備時間最短,這使其對于快速原型制作和按需生產非常有用。這種實施速度對于航空航天和汽車等快速發展行業的公司特別有利,這些公司受益于快速迭代和縮短的交付周期,從而能夠實現顯著的節省。當需要改變設計時,例如在快速原型制作中,3D打印可以進行快速、經濟高效的調整,而注塑成型則需要昂貴的模具更換或更改。
此外,增材制造在可持續性方面比注塑成型具有明顯的優勢,因為它在大多數情況下顯著減少了材料浪費。該工藝的附加性質意味著材料僅在需要時才沉積,從而最大限度地減少浪費。雖然與傳統方法相比,注塑成型相對耐用,但增材制造擅長不會因澆口未對準或剩余材料而產生廢物。

來源:Materialise
雖然初始設置很快,但3D打印的實際生產速度比批量生產的注塑成型慢。此外,盡管行業不斷進步,3D打印零件的表面精加工通常需要大量的后處理才能實現所需的紋理或美學質量,而3D打印零件通常不會出現這種情況。這增加了生產過程的時間和成本,特別是對于需要高質量精加工的零件。此外,3D打印的入門價格可能會根據其所使用的行業而有很大差異,這決定了它是低成本還是高成本選擇。盡管增材制造是一種可靠且普遍負擔得起的制造選擇,具有無與倫比的設計靈活性,但它通常不是大規模生產簡單、統一組件的經濟選擇。
制造時間
盡管不可能給出每個階段的確切時間表,但存在決定因素。例如,在注塑成型的情況下,模具準備可能需要很長時間,因為它包括設計、制造和加工模具。事實上,模具的設計不僅考慮零件的結構,還考慮模具周圍的整個機構、冷卻系統、通風口、注射通道等。對于要打印的零件,設計時間僅關注零件,當然還有支撐件。在這兩種情況下,設計時間都會根據零件的復雜性以及實現所需結果所需的修改而有所不同。
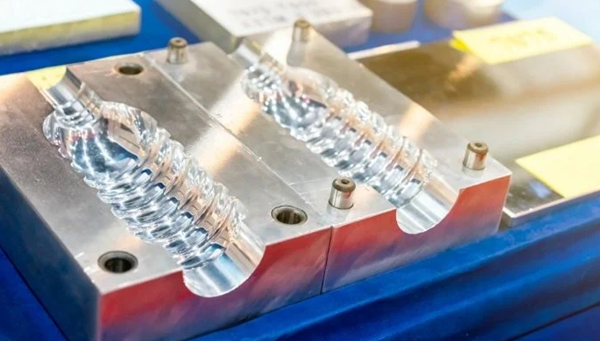
塑料瓶生產模具示例
至于實際生產時間,增材制造取決于零件的幾何形狀、打印分辨率、使用的材料和技術。例如,打印小型、簡單的零件只需幾分鐘,而打印大型零件可能需要數小時甚至數天。另一方面,注塑成型速度要快得多,因為機器經過校準,可以如此精確地重復注射材料,從而可以在幾秒鐘內生產出大量零件。
注塑和3D打印的成本
另一個要點是生產成本。工業注塑設備的初始投資范圍從50,000美元到超過200,000美元不等,具體取決于機器的尺寸、容量和技術規格。請注意,我們也開始看到小規模生產的解決方案。在3D打印機方面,根據所使用的工藝、尺寸等,價格差異很大。這兩種工藝之間的主要區別之一是增材制造不需要模具投資。事實上,模具是最昂貴的組件之一,尤其是當它們非常復雜時。模具的成本可能高達100,000美元。
軟件是另一項投資。這兩個過程都需要軟件來進行過程設計和監控。由于這兩種工藝的投資都是獨特的,除了專業的報價服務之外,還有在線計算器可以作為制造計算的參考點。Hubs、ICOMold或CustomPart是注塑成型計算器的示例;對于增材制造,有AMOTool或ShatterBox等解決方案。在這兩種情況下,重要的是要記住還有安裝成本、上市時間、投資、維護、勞動力和材料。

注塑成型是大批量相同零件的理想選擇
雖然增材制造仍然被認為是小批量項目、定制零件和快速原型制造的理想選擇,但這種情況似乎在未來幾年會發生變化。事實上,正如Protolabs最近發布的一份關于市場趨勢的報告所強調的那樣,越來越多的專業人士正在轉向增材制造來大量制造以前使用注塑成型等傳統技術制造的零件。









")






