
























如何解決3D打印熱蠕變問題?
魔猴君 知識堂 381天前
3D打印過程中大家會遇到很多挑戰,特別麻煩的是熱端,因為那里可能會出現很多問題。整個熱端組件由幾個主要部件組成,其中加熱器塊和噴嘴是線材熔化的唯一地方,因此,該區域被稱為“熔化區”。
如果線材在組件中的其他地方熔化,那么您就會開始遇到一些問題。熱量漂移到熔化區之外稱為“熱蠕變”,它可能導致堵塞、堵塞或擠出不足等問題。在本文中,魔猴網將向您詳細介紹什么是熱蠕變及其原因。我們還將提供一些解決方案以及幫助解決此問題的提示和技巧。
一、熱蠕變到底是什么?
熱蠕變可以看作線材末端的氣泡(來源:ace-krystal)
正如我們上面所說,熱蠕變是熱端的加熱運動,導致線材在熔化區之前過早熔化。了解熱端的解剖結構會很有幫助。一般來說,其主要組成部分包括以下幾個部分(從上到下):
進料管:對于Bowden擠出機,PTFE管將進料至打印頭。一些直接擠出機包括PTFE襯里,長絲通過該襯里被送入熱端。
斷熱器和散熱器:斷熱器是一根螺紋金屬管,其上部螺紋連接至散熱器,下部螺紋連接至加熱器塊。散熱器與風扇相結合,對熱斷路的上部進行冷卻。
加熱器塊:這就是事情變熱的地方!加熱器盒加熱模塊,熱敏電阻用于溫度測量。
噴嘴:熱端組件的最后也是最明顯的部分,噴嘴也由加熱器塊加熱。熔化的細絲聚集在其內部,然后被擠出到構建表面上。
因此,如果斷熱器和散熱器的溫度升高,線材會在那里熔化并可能積聚,從而堵塞熱端。這與簡單的噴嘴堵塞不同,后者發生在組件的下方,并且可以通過幾種不同的方式解決。
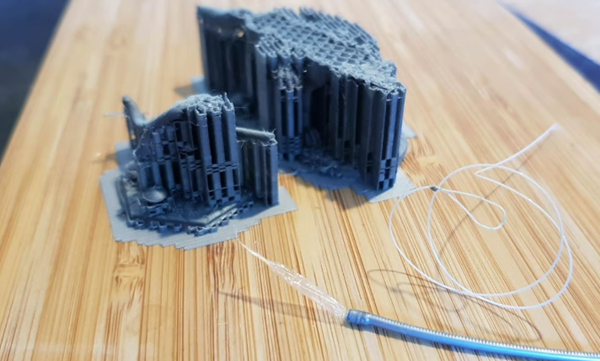
即使您的打印機仍在擠出耗材,熱蠕變仍然會導致擠出問題。當您的3D打印零件看起來只是半完整且頂部模糊時(如上圖所示),您可以看到熱蠕變的證據。當您將線材拉出并發現有氣泡時,也可以在線材上看到熱蠕變的跡象。
最后,值得注意的是,當打印低打印溫度的線材(例如PLA)時,熱蠕變的后果尤其明顯。由于它們的玻璃化轉變溫度較低,如果斷熱器和散熱器的溫度升高,它們更有可能軟化和熔化。
二、原因
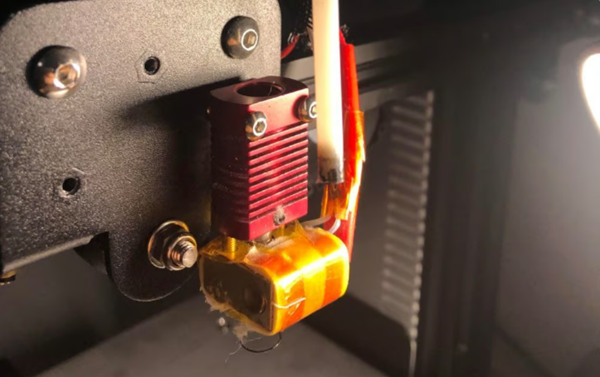
使用過高的溫度可能會導致熱蠕變(來源:sampletext1111)
在我們研究不同的解決方案之前,讓我們考慮一下可能導致熱蠕變的原因。此列表并不詳盡,但代表了主要原因:
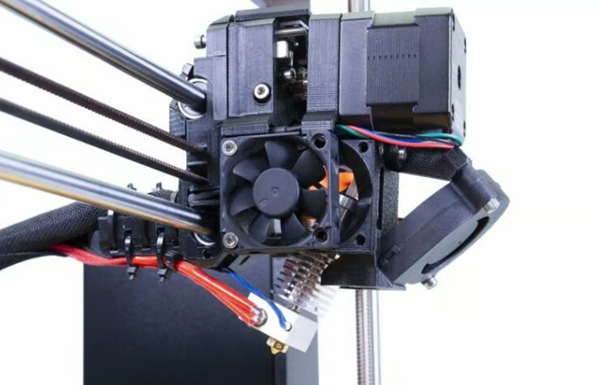
熱端風扇冷卻不夠:如果您的熱端風扇未打開或運行速度不夠快,則表明散熱器的冷卻不足。如果沒有任何冷卻來散熱,很可能會發生熱蠕變。
熱端太熱:如果熱端太熱,可能會導致熱蠕變。這是因為加熱器塊越熱,產生的熱量就越多,任何多余的熱量都可能流向不需要的位置。
熱端設計:并非所有熱端都具有相同的處理熱量的能力。由于沒有PTFE襯里,熱量可能更容易在全金屬熱端中傳播,特別是在其他因素導致過多熱量積聚的情況下。另外,請注意質量較低的熱端,因為它們使熱量更容易穿過組件。
其中任何一個問題都可能導致熱蠕變。所有這些加起來都會造成同樣的后果,而且也許會加劇問題。因此,考慮所有可能性很重要,因為處理一種可能的原因可能不足以解決問題。現在我們知道了熱蠕變發生的主要原因,讓我們來看看解決方案吧!
三、解決方案

一些制造商已經采取極端措施來防止熱蔓延(來源:sky_meow,來自Reddit)
如果懷疑您的打印機正在遭受這種情況,那么您的熱端可能已堵塞或卡住?假設您能夠成功清除該問題并且準備好再次開始打印,那么您需要在開始修改打印設置之前進行一些檢查。
熱端風扇必不可少
如果由于某種原因,您在沒有熱端風扇的情況下進行打印,那就是您的問題了!它的主要作用是調節熱端的熱量,如果沒有它,熱量就會蔓延。
因此,如果您已拔下風扇插頭,請將其重新插上。如果您沒有風扇,請在散熱器周圍的某處添加一個小型4020風扇(40 x 20毫米),最好連接到散熱器或向散熱器吹風。確保正確安裝,以免風扇向后。
有些制造商甚至安裝了兩個風扇。Noctua和CUI Devices提供有效的熱端風扇,但還有其他選擇。
PTFE管/襯里已正確插入
如果您的熱端有PTFE襯里或直接插入PTFE管,請確保其正確插入熱端。根據您所擁有的熱端類型,這可能看起來有點不同。例如,對于MK10熱端,管子或襯管應與噴嘴齊平。

襯管的正確位置取決于熱端的設計(來源:3D Maker Noob via YouTube)
對于V6型熱端,管道或襯里應與熱斷口齊平,熱斷口位于熱端組件的較高位置。3D Maker Noob的視頻說明了其中的差異。檢查PTFE管或襯里的正確位置適合您擁有的任何類型的熱端,然后確保您的打印機也是如此。
如果您發現PTFE管的末端以任何方式變形或燒毀,最好將末端切掉一點,使其與熱端應接觸的位置齊平。
清潔您的熱端組件和風扇
即使您已經清除了熱端堵塞的線材,您仍需要確保對整個組件進行一些薄層色譜檢查。使用濕的超細纖維布或酒精布,趁熱(正常打印溫度)擦拭熱端組件的外部和內部。不過,請務必小心,否則正如一位Discord用戶所說,熱端會“熱蠕動”你的手指。
每隔幾次打印就執行此操作很重要,因為灰塵和其他顆粒會限制散熱器的散熱能力。此外,骯臟的熱端組件可能會導致更多問題,而不僅僅是熱蠕變。
當您這樣做時,您還需要清潔熱端風扇。骯臟的風扇可能會移動得更慢,并且對熱端組件的冷卻影響較小。因此,偶爾用濕的超細纖維或酒精布輕輕擦拭風扇的底部和頂部來清潔風扇。
現在,如果您已完成所有這些檢查,但仍然遇到與熱蠕變相關的問題,以下是一些緩解(如果不能消除)熱蠕變的解決方案。
解決方案1:提高風扇速度
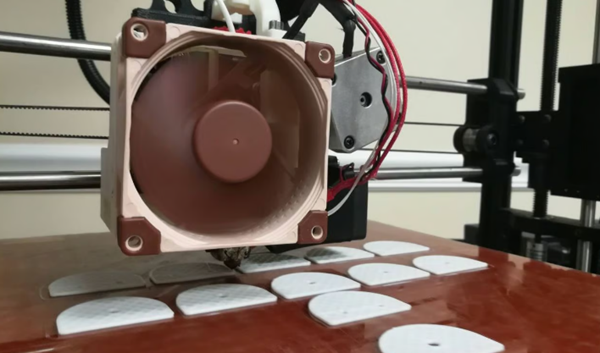
Noctua風扇非常適合冷卻您的熱端,而且非常安靜(來源:BreadisGodbh,來自Reddit)
您可能需要提高風扇速度。速度需要足夠快,以散發散熱器中的熱量,這樣線材就不會提前熔化。
首先,您應該將風扇設置為100%速度并確保熱蠕變停止發生。之后,如果您遇到翹曲、破裂或其他與冷卻相關的打印問題,請以10%的增量降低速度。
解決方案2:減少環境熱量
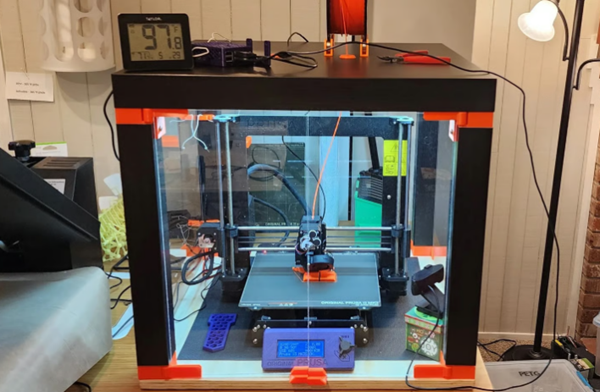
也許這里太熱了(來源:Splemsby via Printables)
熱端風扇只有將較冷的空氣吹到散熱器上才能有效散熱。如果打印機周圍的環境熱量非常高,風扇將主要向散熱器吹熱空氣。因此,您需要降低打印機周圍的環境熱量。
由于將打印機放入冰箱沒有任何幫助,因此首先將切片機中的打印床溫度降低5到10度。這將有助于減少上升到擠出機的熱量。
如果您使用外殼進行打印,則可能需要打開外殼的門以降低內部溫度-特別是當您使用對溫度波動不那么敏感的耗材進行打印時。
如果是夏季或者您只是身處世界炎熱的地區,則打印地點的室溫較高可能會出現問題。例如,BCN3D建議打印PLA時的室溫在15°C到30°C之間,而AnkerMake將其范圍縮小到20°C到25°C。因此,如果工作空間的環境溫度太熱,您可能需要打開空調或將打印轉移到涼爽的環境。
解決方案3:提高打印速度
溫度越高,打印速度就越快(來源:UltiMaker via YouTube)
另一個簡單的解決方案是提高打印速度,更多的是一種熱蠕變緩解策略。提高速度通常與解決熱端堵塞問題相反,因為它會導致擠出不足。然而,對于熱蠕變來說,情況就不同了。
加熱物體需要時間。更快地移動細絲通過熱端意味著到達熔化區所需的時間更短。通過這樣做,您可以減少線材過熱而提前熔化的機會。
您應該使用相同的溫度,并且速度比平常使用的速度快10-15毫米/秒。考慮以2-5毫米/秒的增量調整打印速度,直到找到適當熔化和防止擠出不足之間的正確組合。
解決方案4:降低熱端溫度

降低溫度是一個簡單的解決方案-如果您的線材允許的話(來源:MatterHackers via YouTube)
熱端溫度高意味著加熱器內有更多熱量,多余的熱量可能會向上傳遞到熱端組件。現在,您可能將熱端溫度設置得太高,但也有可能由于組裝問題而導致熱端過熱,包括組件未對準、部件性能下降、導熱膏涂抹不當或溫度傳感器故障。
確認您在材料要求的溫度范圍內進行打印。如果太高,一定要降低。只需確保相應地調整打印速度即可。
如果您在該范圍內進行打印并且其他解決方案均不起作用,則可能值得測試您的熱端是否始終達到正確的溫度。
解決方案5:更換熱端
PTFE內襯熱端為零件提供額外的絕緣層(來源:Prusa Research)
最后也是更徹底的選擇是將您的熱端更換為能夠更好地適應您的項目的設備。
盡管全金屬熱端通常被視為對其他熱端的升級,但如果其他條件產生過多的熱量,它們可以充當熱蠕變催化劑。在這種情況下,您可能需要考慮使用襯有PTFE的熱端。
襯有PTFE的熱端以及可拆卸的PTFE管為線材提供了更多的絕緣性,并保持亞熔化溫度,直到線材到達熔化區。該解決方案可以防止熱量進入熱端,但并不能解決問題。
綜上所述,任何額定高溫的優質熱端都不應該給您帶來熱蠕變問題(假設您的設置不會導致其他問題)。全金屬熱端(例如E3D V6或Slice Engineering的Copperhead)應能防止熱蠕變。
四、提示與技巧
找到正確的縮回距離有助于防止熱蔓延(來源:Raider1284,來自Reddit)
除了我們上面提到的指導之外,以下是一些通常有助于應對熱蠕變的提示和技巧。
打印前
了解您的問題:確保您遇到的問題確實是熱蠕變,而不是其他類型的熱端堵塞或堵塞。您可以嘗試更換噴嘴,以確保噴嘴本身沒有問題。如果您執行這些操作后仍然遇到問題,那么您很可能正在處理熱蠕變問題。
使用高質量PTFE管:如果您有Bowden擠出機,使用高質量PTFE管將意味著PTFE管內的細絲絕緣效果更好。耐溫越高,PTFE管的質量越高。Capricorn是高質量PTFE管的一個很好的例子。
使用高質量線材:低質量線材往往直徑不一致,也可能導致熱端堵塞,因此我們建議使用公差低于+/-0.05毫米的高質量線材。
打印中
一次調整一項設置:調整多個切片器設置或硬件配置使得很難確定哪個調整解決了問題。您一次應該只調整一項切片機設置和機械裝配功能,以找到實際工作情況。
下回縮:回縮是控制每次打印頭移動后拉出多少細絲的設置。太高的回縮會導致熱絲被拉到熔化區上方,并有助于熱量穿過組件。如果您認為確實發生了這種情況,請嘗試以0.5毫米的增量降低回縮設置。
打印后
打印后移除線材:您可以使用的另一個技巧是在打印后移除線材。如果細絲在冷卻時停留在熱端,它會逐漸熔化到熔化區上方越來越高的位置。您應該考慮在每次打印后移除線材,這樣它就不會過早熔化并導致熱蠕變。
關閉打印機之前先將其冷卻:如果關閉打印機會關閉熱端風扇,您需要等到熱端首先顯著冷卻。如果沒有風扇,即使加熱器塊正在冷卻,熱量也會蔓延。關于具體溫度存在爭議,有人說低于100°C,有人說50°C。一個安全的選擇是讓打印機冷卻到低于您所使用的線材的玻璃化轉變溫度的溫度。
編譯整理:ALL3DP









")






