
























3D打印機床粘附力:大家需要了解的一切
魔猴君 知識堂 578天前
基底附著力是指3D打印塑料在打印時"粘"在構建板上的能力。如果3D打印件不能在構建板上保持原位,就會出現卷曲、移位等潛在的災難性結果。制作者使用不同類型的3D打印表面來幫助不同的材料在打印時粘附在板上。
構建表面通常由鋁、不銹鋼、玻璃、BuildTak和PEI薄膜制成。您還會看到制作者使用Kapton膠帶、PET膠帶或遮蔽膠帶來提高附著力。然而,并不是每一種長絲的粘附性都能達到最佳效果。因此,讓我們來討論一下影響膠層附著力的重要因素,以及提高完美附著機會的一些方法。
一、什么最重要?

顯示表面潤濕情況的簡單測試(來源:來自維基共享資源的Brocken Inaglory)
床面附著力可歸結為三個因素:
塑料"潤濕"模板的程度
熱膨脹
基底的平整度
1、潤濕構建板
潤濕是指液體順應并粘附在固體表面的能力。當長絲被擠壓到構建板上時,它在打印過程中會試圖貼合構建表面。打印初始層的表面積通常越大越好,因為打印層與構建表面有更多接觸。對于表面積較小的打印件,為了增加接觸表面積,通常會在打印件的底層添加邊緣等附著輔助材料。這樣可以大大提高附著力。
2、熱膨脹
熱膨脹是指物體在不同溫度下的尺寸變化。在3D打印過程中,打印底部和頂部之間的溫差會導致物體邊緣剝離。這對于對溫度波動非常敏感的材料(例如ABS)來說是個問題。
不幸的是,熱膨脹和3D打印之間存在著微妙的平衡。塑料層必須在一定程度上冷卻下來,才能制作出3D物體,但又不能太冷,以免造成邊緣剝離,也就是所謂的翹曲。綜上所述,只要在打印過程中采取適當的預防措施,熱膨脹問題還是可以解決的。
打印床和外殼的溫度都是影響印刷床附著力的重要因素。這可以設定底層的溫度和周圍空氣的溫度,從而減少熱膨脹。在3D打印過程中,如果溫度均勻,就不容易產生翹曲,從而獲得更好的粘附性。
3、水平打印
床必須水平,這樣噴嘴和整個構建表面之間的距離才能保持一致,這一點很重要。此外,噴嘴的高度應與打印平臺板保持合理的距離,具體取決于打印機的構建表面或打印材料。如果噴嘴太近,它會將之前打印的材料從打印平臺上撕下來。
二、基本解決方案
擁有干凈、水平的床是良好床附著力的必要條件(來源:All3DP)
1、構建板檢查
好的粘貼始于好的表面。如有疑問,請在每次打印前用酒精和超細纖維布清潔構建板。這樣可以確保構建板上的污染物不會妨礙塑料粘附在構建表面上。當然,您必須檢查確保所用的構建板材料與酒精的化學相容性。(如果您使用的是玻璃,這是一種非常常見的基板材料,則應該沒有問題)。
然后,調平構建板將確保熔融燈絲均勻地分布在整個構建板上。當打印件沒有粘在構建板上時,首先要檢查的就是這一點。
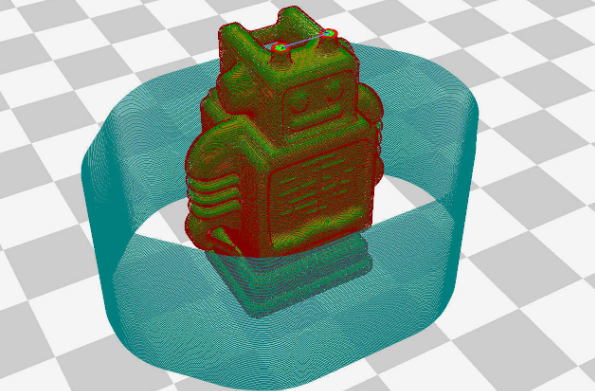
2、3D打印輔助工具
邊緣用于增加打印表面積,確保與構建表面有更多接觸。更多的接觸等于更強的附著力,因此使用邊緣總是能提高打印附著力。筏板用于將打印中可能出現問題的底層從等式中移除,用一個易于打印的平臺將其抵消。如果您遇到床面附著力問題,筏子可以為您的印刷品分擔壓力。需要注意的是,由于打印時部件浮在筏子的頂部,筏子上的打印效果可能會很差。因此,如果與筏子接觸的表面不需要看起來很完美,這可能是改善附著力的最佳方法。
對于更有針對性的問題,牽伸屏蔽可在打印過程中保持打印件周圍的一些余熱,從而有助于防止翹曲。這樣,打印件與周圍空氣之間的溫差就會變小,因此,將打印件從構建表面拉出的力就會減少。
正在使用的防風罩(來源:UltiMaker)
3、切片機調整
使用適合材料的熱端溫度進行打印非常重要。擠出塑料和冷卻塑料之間的溫差過大很可能導致打印變形。使用ABS打印時就會出現這種情況,因為溫度范圍(210-250°C)會在打印過程中產生熱膨脹力。這將導致打印邊緣在打印過程中發生翹曲。
第一層和整個打印過程中風扇的速度也會對打印附著力產生影響。一般來說,塑料熔融的時間越長,附著力就越好。因此,降低風扇速度通常會獲得更好的效果。但是,這必須與塑料的冷卻需求相平衡。如果不進行任何冷卻,燈絲就會過于熔融,從而影響打印的幾何效果。
最后,還有許多其他設置會影響第一層。我們建議您閱讀"完善第一層設置,實現最佳粘合效果"一文。這將為您詳細介紹第一層應該是什么樣子,同時還解釋了如何在速度等設置方面打印第一層。
三、付費解決方案

您可以購買多種物品來提高床的粘合力,包括普通的膠棒!(來源:UltiMaker)
您還可以嘗試其他一些方法來提高印版的附著力,比如在表面添加涂層,或者通過添加加熱元件來升級印版。
1、添加加熱床
較高的床層溫度可確保打印出的長絲保持較長時間的熔融狀態,從而使長絲有更多的時間粘附在床層上。
然而,過高的熱量會使打印失去尺寸穩定性。當較高級層的重量在充分冷卻之前擠壓較低級層時,就會出現這種情況。如果打印件從構建板上翹起,每次將床溫提高5度會有所幫助。如果打印完成后"看起來融化了",可嘗試將床溫降低5度。
2、床面涂層
這些技術基本上是將打印件"粘"在構建表面上。
鹽溶液的作用是通過改變熔融長絲的成分,使其更好地潤濕構建表面。
Aqua Net發膠由于不含干擾添加劑,效果非常好。您也可以使用其他品牌的發膠,但它們應該含有很少的添加劑,以達到良好的床層粘合效果。
消失型紫色膠棒效果很好,因為您可以直觀地看到膠棒已經覆蓋了構建板。(相比之下,使用透明膠水有時很難判斷是否已經充分覆蓋,不過也有值得考慮的好選擇)。
Wolfbite是一種玻璃床粘合劑,可在打印件翹曲時將其粘在打印床上。方便的是,每種長絲都有多種專用的Wolfbite。
3、更換床身
如果上述方法都不奏效,另一種方法是完全更換構建板。
如前所述,有不同類型的底座,它們各有優缺點。雖然玻璃基底的價格更實惠,但它們也需要額外的粘合劑,而且不像光滑或有紋理的PEI板那樣可以靈活地彈出部件。不過,這些板材在Z偏移方面也可能存在問題。聚丙烯(PP)床層也比較經濟實惠,可以承受較高的床層溫度,但也可能存在第一層問題。
四、還是無法粘貼3D打印產品?
甚至可以使用管道膠帶來防止打印件從打印板上脫落(來源:jabelone via Instructables)
如果您嘗試了上述方法,但仍然無法讓打印件粘牢,那么這里有兩種讓產品粘牢的非正統方法,應該能幫您挽救一些大而不規則的印花。
粗糙印床
除了使用邊緣增加可見表面積外,還可以通過打磨增加構建板上的微觀表面積(即粗糙度),以提高3D打印的附著力。這種方法促使制造商使用磨砂或粗糙的玻璃床進行打印,以提高打印附著力。
通常情況下,只需使用細砂紙(600或以上)輕輕刮擦玻璃即可。這樣可以形成微結構,使印刷品粘附在玻璃上,而不會對玻璃造成長期傷害。與直接在磨光玻璃上打印相比,這種方法能獲得略微啞光的效果。
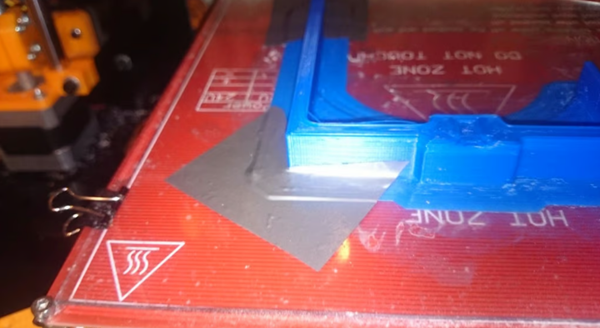
打印過程中使用膠帶
如果打印到一半時,本來很完美的打印效果卻總是起皮,這時可以使用膠帶!如上圖所示,您可以暫停打印,然后用膠帶將翹起的帽檐邊緣粘回構建板上。這聽起來很奇怪,但卻很有效--雖然這可能不是一個長期的解決方案。
編譯整理:ALL3DP









")






