
























金屬絲3D打印–終極指南
魔猴君 知識堂 475天前
本文,魔猴網和大家一起學習如何使用金屬絲進行3D打印,以及了解金屬線材的機械性能。

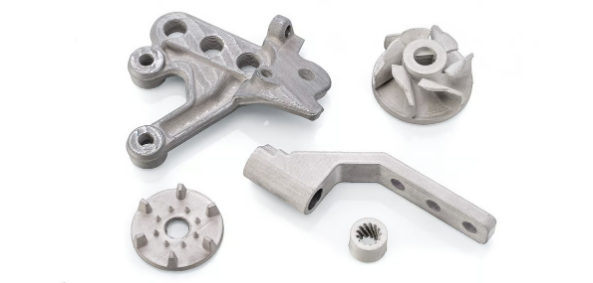
Forward AM的Ultrafuse金屬絲和BCN3D機器上打印的金屬部件(來源:BCN3D、Forward AM)
一、什么是金屬絲?

使用Ultrafuse金屬絲在Raise3D的Forge1 3D打印機上打印金屬零件(來源:Raise3D)
用于打印金屬零件的金屬絲由塑料基底和均勻注入的金屬顆粒組成。用于金屬零件的金屬注入長絲是一種獨特的復合長絲,只要使用得當,就能生產出強度高、耐化學腐蝕、近乎堅固的金屬零件(98%以上)。
與所有其他類型的長絲不同,用于金屬零件的金屬長絲在打印后需要經過2步或通常3步工藝,包括用化學溶劑去除打印件中的聚合物,然后將打印件放入燒結爐中,使其凝結成金屬零件。
它不僅僅是金屬色或裝飾金屬
不要將這些金屬絲與裝飾用金屬絲混淆。金屬絲僅以其顏色命名為"鋁"或"銅",有些以PLA+metal出售的金屬絲僅含有5%至40%的金屬粉末。
一些裝飾性金屬絲,如Formfutura的MetalFil Classic Copper和ProtoPasta的鐵填充PLA,含有較高比例的金屬粉末(高達80%),但只是為了在外觀上模擬金屬。這些材料不需要任何類型的后處理來去除塑料,但可以通過拉絲、打磨或拋光來獲得金屬的外觀和感覺。除裝飾件外,這些材料還非常適合用于制作最終將由金屬制成的部件的視覺原型,這些部件可以是鑄造的,也可以是用其他方法3D打印的。
二、如何使用金屬絲打印

Anycubic使用金屬絲和3D打印機3D打印金屬部件(來源:Anycubic)
金屬絲的一個主要優點是它很容易在普通3D打印機上打印,但不要被它迷惑了。雖然金屬絲可以在任何帶有加熱床和硬化鋼噴嘴(可達到至少180oC至220oC的所需溫度)的FDM打印機上流動,但打印金屬的過程遠比您想象的要復雜得多。
事實上,使用金屬絲打印的部件設計、方向、壁厚和支撐結構與任何其他類型的絲都不同。因此,從理論上講,您可以在200美元以下的機器上打印金屬絲,如Ender 3或Anet A8,但一定要遵循金屬絲制造商和打印機制造商的設計指南。
另外,在未經"認證"的打印機上使用金屬絲進行打印時,一定要小心謹慎;對于任何金屬絲,都有理想的切片機和打印機設置,以確保您從一開始就能最大限度地利用這種材料,而無需嘗試床層溫度和擠出速度--并在此過程中浪費大量金屬絲。

使用Nanoe Zetamix 316L不銹鋼打印的部件大約有80%致密的金屬部件(來源:Nanoe)
例如,一些FDM打印機制造商(Makerbot、UltiMaker、Raise3D、Zortrax和BCN3D)已認證可在其打印機上使用Ultrafuse品牌金屬絲,并與Ultrafuse生產商BASF Forward AM合作,經過長期測試和實驗,開發出理想的打印機設置。
其他打印機可能會滿足所需的最低打印床和噴嘴溫度準則,但如果制造商沒有測試或認證過金屬絲打印,那么在找到理想設置之前,你可能會經歷一些失敗的打印。金屬絲的起價為每500克150美元。
如果打印機制造商沒有提供合適的打印速度,那么找到合適的打印速度也是一個挑戰。金屬絲的打印速度相對較慢。根據您的機器和零件設計,您應該以30毫米/秒或40毫米/秒的速度開始打印,這與打印尼龍的速度類似。

Markforged的這張圖顯示了金屬絲3D打印的步驟,但我們已經繼續修改了最后一部分,以更清楚地表明您的零件將收縮15%到20%(來源:Markforged)
你的金屬部件會縮小
需要注意的是,零件在后處理過程中會收縮(根據設計和長絲品牌的不同,收縮率從原始體積的18%到25%不等),因為其中的塑料材料會被去除,而剩余的金屬則會凝結。在打印尺寸精度要求較高的功能部件時,這就增加了難度。不過,收縮因子是一致的,因此您可以對初始CAD模型進行適當縮放,切片軟件也可以自動計算。
Forward AM的Ultrafuse具有較窄的收縮窗口,XY軸上為16-17%,Z軸上為19-20%。使用The Virtual Foundry公司的Filamet品牌金屬絲,按照該公司公布的去毛刺/燒結工藝,銅和青銅的打印收縮率約為5%,鋼的收縮率約為10%。如果排膠過程不順利,Z會出現膨脹,但在成功的循環中,Z的收縮應該比X和Y稍大一些。該公司表示,總體而言,正常收縮率為7-10%。最終零件的密度為80-85%,但零件的燒結時間可以更長,這意味著收縮率更大,密度更高。
此外,Ultrafuse還提供了全面的用戶指南,其中包括有關公差、收縮和縮放、壁厚等方面的信息。
以下將排膠裝置和燒結裝置打包提供的打印機制造商都提供工作流程軟件,可幫助確保您的零件符合設計準則,并優化所有打印和燒結設置。
對于跳過排膠階段的長絲,如The Virtual Foundry和Nanovia,綠色部件必須在熱排膠階段埋入氧化鋁粉中,這是另一種需要購買的材料,但成本低于排膠裝置。
使用Ultrafuse金屬絲套件在UltiMaker S5上打印不銹鋼零件(來源:Ultimaker)
金屬絲設計
如果您習慣于使用聚合物長絲進行打印,那么請注意,在使用金屬長絲打印時,由于脫膠和燒結過程的原因,會有一些特殊的設計注意事項。您的部件可能看起來打印得非常完美,但一旦從熔爐中取出或從燒結服務中取回,它可能會看起來非常扭曲。
首先,根據MakerBot(現為UltiMaker的一部分)制定的金屬絲打印指南,高寬比應保持在3:1以下,壁高寬比應保持在6:1以下,以防止在排膠和燒結過程中出現塌陷或變形。此外,根據MakerBot的說法,"打印部件應盡可能平整,并盡可能增加支撐,以提高部件在排膠和燒結過程中的存活率。通過在打印和后處理階段戰略性地使用零件方向和支撐結構,可以顯著減少零件的塌陷和變形"。
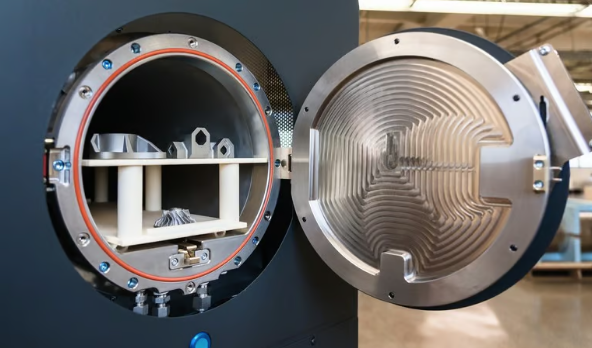
Markforged Sinter-2是一款專為中批量生產和大型打印零件而設計的熔爐(來源:Markforged)
需要后期處理
3D打印金屬絲并不能在打印床上立即打印出堅固或可用的金屬部件。事實上,最初打印的部件被稱為"綠色"部件,非常脆,幾乎沒有金屬特性。因此必須進行后期處理。
打印完成后,"綠色"零件需要經過脫膠處理,這是一種使用熱量或溶劑溶解塑料或粘合劑成分的工藝。這一步驟會在整個部件上形成開放的孔道。這種多孔部件被稱為"棕色"部件。
作為例外,Filamet品牌的金屬絲不需要化學脫膠,而是利用熔爐的熱量去除塑料粘合劑。3D打印機制造商Desktop Metal和Rapidia(使用的是金屬漿料,而不是金屬絲)也有一種從打印機到燒結的兩步法,可以省略排膠步驟。
棕色部件隨后在熔爐中燒結,熔爐會將部件均勻加熱到略低于熔點的溫度,去除剩余的粘合劑并熔化金屬顆粒,形成致密的部件。大多數金屬絲材料都可以用普通窯爐硬件燒結,只要它能保持燒結溫度數小時即可。

按需3D打印公司Fastparts還將對您的金屬部件進行脫粘和燒結,然后將其寄回給您(來源:Fastparts)
外包排膠和燒結
說到這里,您可能會對這些額外的設備產生疑問。有幾家制造商提供一整套設備,包括打印機、清洗機或除渣器以及燒結爐。這樣,您就可以在公司內部完成整個流程,并通過一個軟件來協調或自動化這些流程。不過,您不必擁有除渣器或燒結爐也能打印金屬零件。
三、金屬絲金屬零件的機械性能

BCN3D的這張圖顯示了綠色不銹鋼3D打印部件(左),然后進行燒結、中間處理和最終拋光(來源:BCN3D)
金屬絲上市已有一段時間,并在廣泛的應用中經受住了考驗。它比標準桌面FDM 3D打印中使用的幾乎所有塑料都要堅固,而且最終零件還能表現出您所期望的堅固金屬零件的特性。
典型應用包括金屬噴嘴、齒輪、醫療工具原型和閥門。使用金屬絲制造的部件一般不用于承受極高應力的最終使用部件。
盡管使用金屬絲進行3D打印可能不適合對強度有嚴格要求的應用,但在經濟實惠的FDM機器上生產致密的非關鍵金屬部件,其經濟因素可能會超過它們在某些高應力應用中的不兼容性。
金屬絲3D打印零件的特性
Forward AM的研究表明,使用Ultrafuse 316l不銹鋼長絲正確3D打印出來的金屬零件在XY(平面)方向的抗拉強度為561兆帕,在ZX(直立)方向的抗拉強度為521兆帕。相比之下,用金屬注射成型制造的相同部件在兩個方向上的抗拉強度均為540兆帕。
在斷裂伸長率方面,3D打印部件沿層線(ZX)的抗拉強度是模塑部件的一半,但在XY方向上不相上下。打印方向或確定層線的位置對零件性能起著重要作用。
3D打印部件的屈服強度(即材料開始變形時的應力)(XY方向為251兆帕,ZX方向為234兆帕)明顯高于模塑部件(180兆帕)。
但是,你可能會問,層又是怎么回事呢?最近的一項研究發現,當層方向與拉伸方向平行時,部件的強度比層方向與拉伸方向垂直時低得多。這項研究使用的不是Ultrafuse或Filamet,而是一種60%的金屬和40%的塑料粘合劑材料。
Ultrafuse的技術數據顯示XY和YZ強度值相似。
不過,3D打印部件的設計和打印方向起著至關重要的作用。為了降低機械不穩定性的風險,Forward AM建議在打印前按照其在線指南進行"排膠穩定性模擬"。這可以估算內應力,評估部件在排膠過程中的結構完整性,還可以直觀地顯示哪些結構特征存在風險。
這種燒結模擬是通過Forward AM的虛擬工程服務提供的一項服務。有了這些工具,您就可以確定金屬絲印刷是否最適合您的零件。
四、金屬絲的缺點
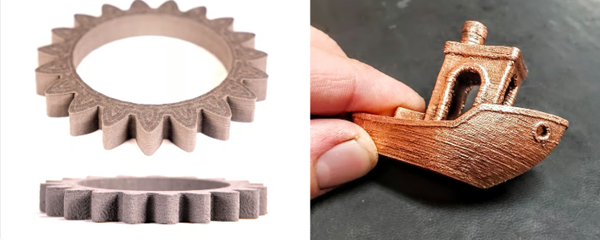
The Virtual Foundry的線材制成的固體金屬部件(來源:The Virtual Foundry)
金屬絲是金屬3D打印的經濟切入點,與傳統方法相比,小批量金屬零件的成本降低了90%。
但是,金屬3D打印還可以做得更好。使用金屬絲和金屬注射成型中使用的相同顆粒等普通金屬原料的新興技術有可能消除金屬絲3D打印中的脫膠和燒結步驟,并大大降低原材料的價格。
與金屬粉末相比,金屬絲的危害較小,但它仍然由金屬粉末制成,而金屬粉末是一種昂貴且耗能的產品。除粉劑需要溶劑,熔爐需要大量能源和氬氣等氣體。將零件運送到外包的后處理服務機構會增加對環境的影響和成本。
權衡金屬零件生產的所有利弊,包括使用按需打印機服務,為您的應用找到合適的解決方案。
編譯整理:ALL3DP









")






