
























如何測試和改進3D打印公差?
魔猴君 知識堂 543天前
簡而言之,公差描述了預期或可接受的特定值的偏差程度。這適用于任何使用精確測量的制造環境,包括快速成型制造。
無論您是已經從事3D打印一段時間,還是剛剛開始接觸并查看長絲規格,您都會遇到公差類型。例如,Prusament PLA的直徑為1.75 mm±0.02 mm,這意味著1.73 mm到1.77 mm之間的任何直徑值都是可能的。換句話說,"±0.02毫米"表示可以容忍長絲寬或窄達0.02毫米的偏差。
3D打印機也有一定的公差。這意味著打印件可能與實際尺寸略有偏差。公差越小(接近零),表示尺寸精度越高。
在本文中,魔猴網將和大家深入探討公差問題,了解配合的類型、導致FDM不準確的原因、如何測試公差以及從設計零件的初始階段到后處理模型的解決方案。
一、為什么公差很重要

這款3D打印旋轉器的部件需要緊密配合(來源:Thorin Oakenshield via Printables)
在制作需要緊密配合的部件時,三維打印公差尤為重要。例如,與裝飾盒或簡單的容器相比,帶有機械裝配的打印件需要更嚴格的公差。對于熔融沉積建模(FDM)3D打印,您需要注意的是,公差往往有些雜亂無章。例如,孔等特征通常需要略微放大,以便與建模直徑相匹配。
讓我們做一個重要的澄清:在本文中,我們將提及公差(應理解為范圍,例如FDM長絲的公差為1.73至1.77毫米)以及間隙(描述部件之間空間的數值)。
在設計間隙較小的零件時,應了解打印機的公差以及能否達到所需的精度。零件之間應留有足夠的空間,以考慮潛在的尺寸偏差。微小的測量偏差會導致間隙熔化。
如果對3D打印機的公差理解不透徹,可能會導致零件配合不佳,或者您的支撐結構可能會完全粘在打印件上。此外,重要的是要知道,沒有兩臺打印機會有相同的公差,即使它們是同一型號。確保找到適合自己機器的公差,不要依賴別人的公差值。
在深入探討如何測試和改進打印機的極限之前,讓我們來詳細了解一下配合的類型。
適用類型:
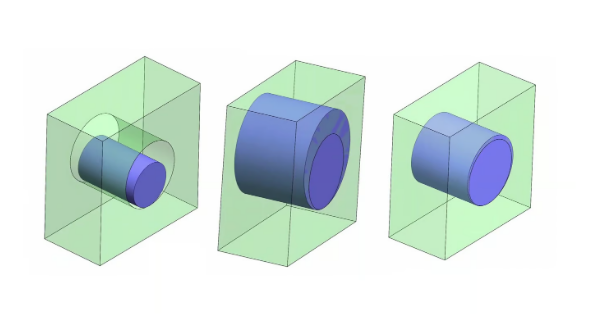
間隙、過盈和過渡配合(來源:Engineering Orukalai,來自YouTube)
在大多數應用中,兩個部件之間的連接都要實現特定的功能。讓我們舉例說明。
考慮一個公稱直徑為50毫米的圓形軸,它應與一個公稱直徑為50毫米的圓孔相配合。實際上,這兩個部件的連接方式有三種選擇:
間隙配合:軸直徑明顯窄于孔直徑,例如分別為49.8毫米和50.2毫米。在這種情況下,軸可以很容易地進出孔并在孔內轉動。
干涉配合:軸的直徑與孔的直徑相同或稍寬,分別為50.2毫米和49.8毫米。如果不施加很大的力,軸不會進入孔內。一旦進入,如果不破壞零件,很可能就出不來。這種配合方式廣泛用于需要高同心度和相互運動的場合(如將軸連接到軸承上)。
過渡配合:軸的直徑略小于孔的直徑,例如分別為49.9毫米和50.0毫米。軸將以最小的壓力插入孔中,并保持相對同心。或者,軸的直徑可能略大于孔的直徑,需要的壓力略大(但不會像過盈配合那樣大)。
實際上,每種配合類型都有多種可允許的組合。以上給出的尺寸只是示例。要正確選擇配合并進行相應的設計,有幾種國際標準(如ISO公差),但我們不會在本文中討論。
不過,在設置公差之前需要確定配合類型。如果設置得當,兩個相互配合的零件無論多么接近正負范圍極限,都能發揮預期的功能。
二、FDM 3D打印不準確的原因

像拼圖這樣的設計需要盡可能多的準確性(來源:loyalj via Printables)
除了設計錯誤(這是任何制造過程中都會出現的問題)之外,3D打印,特別是FDM機器固有的一些關鍵誤差原因也會造成誤差。了解這些因素有助于在必要時改進公差。
1、軟件錯誤
將數字模型轉換為STL時,不可避免地會丟失一些細節。例如,圓形物體經過切面后會轉換為直線表面和頂點。不過,轉換分辨率越高,零件的尺寸誤差就越小。
切片機可能會帶來自身的誤差,這取決于其特定的算法和設置。切片機如何改變STL文件的頂點將極大地影響G代碼的外觀,從而影響打印機的性能
2、機器誤差
3D打印機本身可通過多種方式造成打印部件的不準確性。步進電機的運動分辨率是有限的,因此運動路徑的精度只能達到電機的最大分辨率。此外,用于FDM 3D打印的典型電機沒有位置控制環,因此位置上的微小誤差會在長時間打印作業中累積。大多數電機驅動器還具有熱保護功能,在過熱時會停止工作,這可能會導致電機跳步。步進電機E步也是一個關鍵因素,如果校準不當,可能會導致尺寸不準確。
如果打印機的各軸之間沒有充分正交,就會出現結構誤差。試想一下,如果試圖用不垂直的軸來繪制矩形,最終得到的將是一個平行四邊形。那么,每當運動軸改變方向時,就會產生少量的反向間隙。皮帶系統的張力越小,反向間隙就越突出。隨著時間的推移,皮帶還會產生其他問題,如蠕變和伸長,這不僅會降低張力,還可能導致打滑和缺步。
當打印機打印出一條長絲線時,預計會產生均勻的寬度。然而,隨著噴嘴壓力的增加,打印線的起始部分會變細,而打印線的末端會變寬。這種情況在轉彎時更為明顯。一般情況下,過量擠出長絲也會導致打印線變寬,從而可能導致整體尺寸過大,而擠出不足則會產生相反的效果,長絲的質量和狀態也會導致進一步的擠出問題。
最后,不適當的初始Z高度會導致"大象腳",即第一層由于打印重量而比后續層鋪得更寬。
與其等著看打印是否成功,不如通過測試公差和間隙來避免問題。
三、測試公差

這只可愛的貓還可以作為出色的校準打印(來源:Dezign via Thingiverse)
要測試3D打印機的公差,首先要正確校準打印機及其擠出機。校準立方體是一項有用的工具。準備就緒后,打印出三到五個校準立方體,如果您想玩得更有趣一些,也可以試試Dezign的校準貓模型。
使用卡尺在同一位置測量每個打印出來的模型。注意模型的方向(用校準立方體上的大字母表示)。在三個方向(X、Y和Z)各記錄至少三次測量結果。
對于每個方向,用最大的測量值減去最小的測量值。這個數字是設計間隙或打印界面之間所需空間的良好起點。打印機的公差為間隙值的±一半。
例如校準立方體Y尺寸可能為20.1毫米、20.0毫米和19.9毫米。您的間隙為20.1-19.9,即0.2毫米,這意味著打印機的公差為±0.1毫米。
值得注意的是,無論您獲得的是什么值,都不一定是"永久"值。這在很大程度上取決于打印機的當前狀態以及您使用的材料。
四、解決方案
1、設計
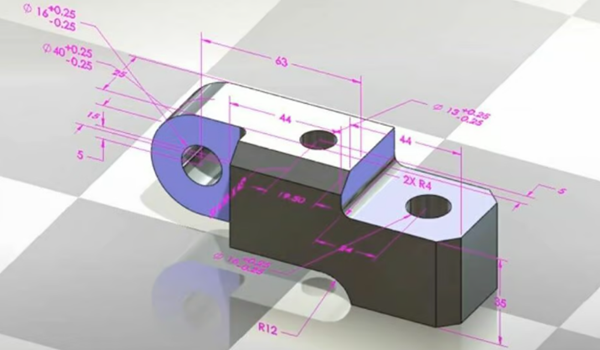
學習整合預期的誤差和所需的公差(來源:Solid Solutions-A TriMech Company,通過YouTube)
一旦了解了造成打印誤差的潛在原因,就可以采取積極的預防措施,盡可能消除誤差。實際上,您不可能指望一臺普通的FDM打印機能將尺寸精確到100微米或0.1毫米(保守估計)。這就意味著,在設計所有尺寸時,都應假定它們的尺寸可能會大于或小于這個數值。
對于配合零件,您必須在設計時考慮到,即使在尺寸誤差失控的情況下,它們仍能按照設計進行配合。幾乎在所有情況下,這意味著如果有兩個零件需要配合,就需要將其中一個零件設計得比另一個小。對于標準的0.4毫米噴嘴,以下是一些基于孔和軸連接的一般配合經驗法則。請記住,您必須進行實驗并了解您打印機的實際值。
間隙配合:孔的直徑與軸的直徑相差0.5毫米及以上。這導致軸和孔之間的理論間隙至少為0.25毫米。
干涉配合:孔的直徑與軸的直徑相差約0.2毫米或更小。這導致兩部分之間的理論間隙為0.1毫米或更小。
過渡配合:孔的直徑與軸的直徑相差0.15-0.4毫米。這導致軸和孔之間的理論間隙為0.08-0.2毫米。
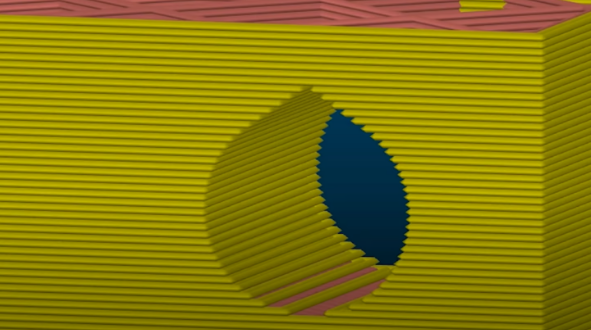
淚滴形孔可讓您打印水平孔而不會下垂(來源:Maker's Muse via YouTube)
由于這些規則與零件之間的差異有關,因此也可用于非圓柱形零件。當考慮非圓柱形配合零件時,如方孔和相應的方形突起,上述規則可適用于配合的最近平面之間的差異。例如,要獲得30毫米正方形桿件的間隙配合,在設計孔時應保持0.25毫米的間隙(即30.5毫米正方形)。
另一個關鍵準則是考慮零件的方向,以實現最高質量。孔最好水平打印(與打印機的XY平面平行)。如果必須打印垂直孔,可使用水滴技術,將孔的上部設計成尖形,而不是完全圓形。這樣就可以避免在關閉孔的上部時,由于長絲懸空而造成的誤差。
此外,由于FDM 3D打印的分層特性,垂直特征的精度通常較低,因為其精細程度只能達到層高。而水平(XY)特征往往更加精確,因為它們只受到步進電機分辨率和皮帶的限制,這在前面的章節中已經解釋過。
2、軟件
使用特殊的切片器功能可以最大限度地減少一些打印不準確的情況(來源:Paul via MathCodePrint)
有幾種軟件解決方案可以幫助提高打印精度。在以最高精度打印零件切片時,通常應使用較慢的運動學(速度、加速度和抖動)、較小的層高和主動零件冷卻。我們建議大多數桌面打印機的打印速度小于60 mm/s,加速度小于3,000 mm/s2,抖動小于15 mm/s。
在切片機設置中,有一些獨特的功能可以幫助提高尺寸精度。以下示例針對Cura,但大多數切片機都有類似功能。
先打印外壁,再打印內壁:先打印外壁,理論上可以提高尺寸精度,因為不會受到內墻或填充物的影響。
平移:該功能可使打印機在移動結束時停止擠出,轉而依靠噴嘴中的剩余壓力來打印移動過程中的剩余長絲。
水平擴展:該功能可按特定百分比增加或減少部件的尺寸。理想情況下,這有助于微調打印尺寸,但實際上只有在整個打印尺寸過小或過大時才有用。例如,如果打印件的整體尺寸可以接受,只需要調整孔,則應使用不同的方法,如"孔水平擴展"功能。
調整打印設置:加熱床溫度過高會導致尺寸精度問題,如前面提到的大象腳。同樣,如果擠出機的溫度對特定長絲來說過高,也會導致串線和斑點,從而影響間隙。
切片后,Marlin(和其他一些固件)中的線性推進功能會根據預測的打印動作調整長絲流量。該功能可預測可能導致擠出不一致的噴嘴壓力變化,并進行相應調整。它能將不一致的線條寬度轉換為更均勻的線條,從而提高打印的尺寸精度。線性推進的效果與切片機中的滑行設置類似,但通常更容易調整。
3、機器

正確校準機器將極大地提高打印精度(來源:GeekWareSoft via YouTube)
要達到最高打印精度并保持在公差范圍內,最重要的方法可能就是校準實際打印機。校準不良的打印機會導致部件不平直、尺寸不正確、相互不匹配。此外,請務必記住,業余級桌面3D打印機從一開始就沒有完全校準過,即使它們是預先組裝好的;隨著時間的推移,作為日常維護操作,它們還需要額外的校準。雖然專業級機器可以在一定程度上彌補這一點,但它們仍然需要定期維護和校準。
由于校準不當會使您在設計和切片以滿足公差要求方面所做的努力前功盡棄,因此機器校準的重要性不容低估。校準最重要的元件是擠出機和E步,而且從良好的第一層開始總是至關重要的。在開始打印之前,您可以使用測試模型來檢查一切是否正常。
選擇高質量的噴嘴和長絲也很重要,因為部件的尺寸精度在很大程度上取決于擠出的長絲寬度是否符合要求。廉價的長絲通常公差較小,這可能會導致擠出不規則,并轉化為打印件上的不規則表面。最好的長絲公差小、雜質少、儲存得當。長絲直徑的明顯偏差或加工不良的噴嘴會對打印件的公差產生直接影響。
最后,部件老化也會降低打印機的精度。確保打印機的皮帶繃緊,桿或軸承的磨損最小。如果沒有,請緊固或更換部件。請咨詢打印機制造商如何更好地完成這項任務。
4、后期處理

在安裝下半部分之前,這個霸王龍頭骨需要進行一些后期處理(來源:All3DP)
即使經過校準、適當設計和特殊切片配置,零件仍可能超出公差范圍。在這種情況下,需要通過后處理使其符合要求。
接受對零件進行后處理的需要并不丟人。即使使用價值數十萬美元的高精度數控加工中心,有時也需要對零件進行一些后處理,使其符合規格要求。
值得注意的是,后處理通常指的是減法,因此它更適用于尺寸過大而不是過小的零件。以下是將零件縮小到設計尺寸的幾個關鍵技巧:
對部件進行打磨和銼磨,去除象腳、支架殘留物和其他印刷殘留物。
在對零件進行后期處理時,不斷測量零件,直到達到所需的尺寸。
鉆孔或鉸孔。
盡可能避免使用支撐物。重新鉆孔要比用鉗子撬出小支撐物容易得多。
最后,我們不得不承認,某些幾何尺寸和公差(GD&T)要求在DIY水平上并不容易實現。例如,測試和校正3D打印軸的跳動超出了大多數設置所能實現的范圍。但希望遵循本文介紹的指導原則能為您省去一些不必要的后期處理和重復打印!
編譯整理:ALL3DP









")






