
























3D打印壁厚:如何設置使其完美?
魔猴君 知識堂 558天前
在傳統制造工藝中,零件是一個完整或中空的整體,模型的內部和外部區域沒有區別。相比之下,3D 打印零件的內部和外部在技術上是分開的,因為機器打印這兩個區域的方式完全不同。
3D 打印件的內部為填充物,外部稱為外殼。填充物可以以介于 0% (空心)和實心(100%)之間的任何密度打印,也可以以各種特定結構打印。而外殼則是完全實心的。
外殼不僅是 3D 打印中最引人注目的元素,而且對模型的機械性能(如強度)有很大影響。它由打印件的壁面、頂層和底層組成。前者構成垂直外部區域,橫跨打印件的高度,而頂層和底層則覆蓋水平區域。
這兩個區域是不同的,因為墻壁覆蓋印刷品的水平周邊,并沿 Z 軸向上延伸。頂層和底層覆蓋墻壁所建立的周邊范圍內的整個水平區域。
外殼及其子組件是任何 3D 打印的重要組成部分,因為正如我們所說,它們會影響部件的強度和耐用性。因此,確保外殼切片機的設置與 3D 打印部件的用途相一致至關重要。
在本指南中,魔猴網將和大家一起討論最重要的外殼設置,包括壁、頂層和底層的設置。
一、主要設置
墻線數是構成模型外側的線數(來源:All3DP)
幾乎所有將3D模型轉化為3D可打印 G 代碼的三維切片程序都有外殼設置。不過在開始之前,我們必須注意本文中的大部分術語都是基于 Cura 的。不過,其他3D切片機中使用的術語應該是顯而易見的。例如,在 Slic3r 和 PrusaSlicer 中,外殼被稱為 "周長"。
這些設置可以決定打印效果的好壞,因為如果設置不正確,您的物體肯定會有視覺瑕疵。許多不同的設置都會以這樣或那樣的方式影響貝殼的打印方式,但其中有幾個超級重要的設置。
1、厚度、線數和層數
對于壁厚、頂層和底層來說,最重要的設置可能就是外殼特征的厚度。遺憾的是,在大多數情況下,沒有一個切片機可以設置外殼厚度,因為它通常分為壁厚和頂底層厚度。
此外,外殼厚度的設置通常可以用行數或寬度/高度(以毫米為單位)來表示。這兩種殼厚度設置方法直接相關,調整其中一種就會自動調整另一種。因此,您可以根據自己的喜好進行調整。
以毫米為單位的壁寬在 Cura 中稱為 "壁厚",它決定了打印壁的寬度。在另一種方法中,壁線數設置表示噴嘴在打印壁時所需通過的次數。

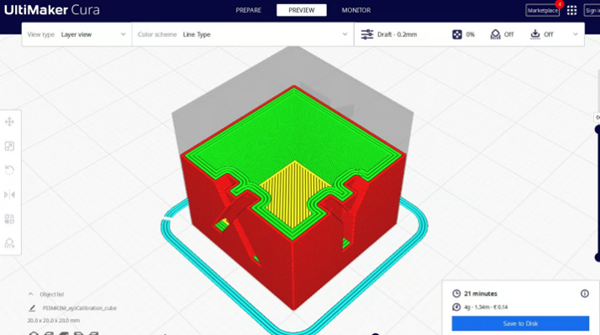
底層在填充結構開始之前打印(來源:All3DP)
頂部和底部圖層的厚度設置非常相似。頂部和底部厚度指的是圖層的高度。您可以選擇在一個設置中或分別對它們進行調整。
頂部和底部圖層設置定義了行數。但請記住,如果您采用這種方法,這些圖層的實際高度將取決于您對整個打印圖層高度的設置。
外殼厚度或線數值應根據模型的用途和打印材料而改變,沒有放之四海而皆準的方法。壁越多,打印時間就越長,機器消耗的材料也就越多。同時,您的零件也可能更堅固。
建議
現在您已經了解了所有的殼厚度設置,是時候在切片機中設置壁厚(或線數)和上下厚度(或層數)了。打印常規、中等強度零件的常用值包括:壁厚 0.8-1.6 毫米(3-4 條壁線),頂部和底部厚度約 0.8-1.2 毫米(4-6 層,取決于所設置的層高)。在大多數情況下,切片機的默認值是合適的。
不過,如果您想自定義數值,可能需要了解一些經驗法則:
1、我們建議使用噴嘴直徑的倍數來計算壁厚,因為它是打印全尺寸壁的理想選擇。
2、同樣,我們建議頂層和底層厚度使用層高的倍數,因為全尺寸層可獲得最佳效果。
3、如果您想要更高強度的部件,請使用更大的數值,例如壁厚為 2-3 毫米,頂部和底部厚度為 1.6-2 毫米。
4、對于不需要太高強度的展示型模型,可以使用 0.8 毫米的壁厚和 0.8-1 毫米的上下厚度。
特殊應用

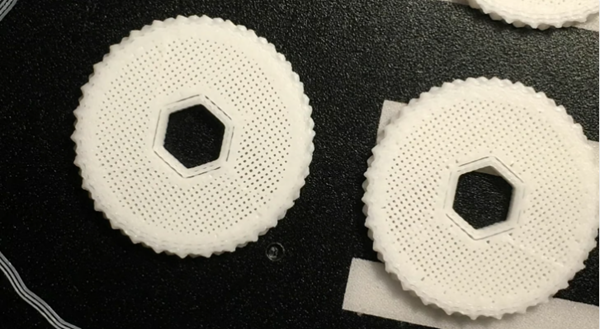
沒有頂層和底層展示填充設計(來源:Penolopy Bulnick via Instructables)
還有一些特殊的方法可以使用外殼厚度,例如使用零頂層和零底層來顯示填充圖案。例如,這在珠寶或手機殼中很常見。
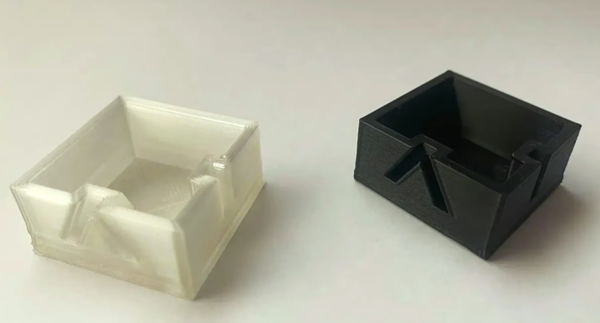
另一個例子是在涉及框架或桿狀結構的功能部件中使用較厚的外殼而不使用填充物。例如,在這個手機支架模型中,所有的橫向尺寸都很小,因此可以用較厚的外殼代替填充物。
根據零件的設計,外殼可以提供比等量填充材料更大的零件強度。它還可能增加靈活性。
二、其他設置
調整切片機的填充重疊距離,以消除墻壁和填充結構之間的間隙(來源:1100110001000,來自 Reddit)
現在您已經知道了外殼厚度的來龍去脈,了解其他一些重要設置也很有幫助。通過這些設置,您可以對模型的外殼進行微調,防止出現視覺和機械缺陷。
填充重疊百分比
該設置指的是填充線與墻體之間的重疊。輸入的值是填充線寬度的百分比。數值越大,墻壁和打印內壁之間的結合就越緊密。
在 Cura 中,此設置的默認值為 30%。您可以在此值的基礎上增加 10%,以增加模型的強度。反之,您也可以減去 10%,以節省材料并加快打印時間。
打印速度
另一個重要的考慮因素是打印速度,特別是內壁、外壁、頂層和底層的速度。這些設置決定了打印中所述元素的打印速度,也會影響底層區域的打印質量。需要指出的是,內墻是指與填充物相鄰的墻(最內層的墻),外墻是指可見的最外層的墻。
Cura 的默認值為 30 毫米/秒,包括墻壁速度以及頂部和底部速度。我們建議將內墻速度提高到 30 至 60 mm/s,因為沒有人會看到內墻,并將外墻速度設置為 20 至 45 mm/s。對于頂層和底層的速度,我們建議保持不變或降低到 20-25 毫米/秒左右,這樣底層和頂層表面看起來會比較美觀。
我們采用如此大的速度范圍是為了考慮材料標準速度的差異(例如,ABS 的打印速度應比 PLA 稍慢)。不過,您也可以根據模型的用途,隨意將速度調整為 30 mm/s。
層高

圖層高度設置也會影響頂層和底層(來源:fntsmn via Reddit)
圖層高度設置也有助于調整外殼,主要是頂部和底部圖層組件。圖層高度控制著每個連續圖層比前一個圖層高多少,而頂部和底部圖層仍然是真實的圖層,因此它們依賴于這個設置。
從本質上講,圖層高度值越大,部件就越強,但包含的細節就越少。大多數切片機的默認圖層高度為 0.2 毫米,我們建議將圖層高度保持在這個值。但是,如果您的模型細節較多,您可能需要降低層高;如果您需要更強的零件,您可能需要提高層高。
三、更多設置
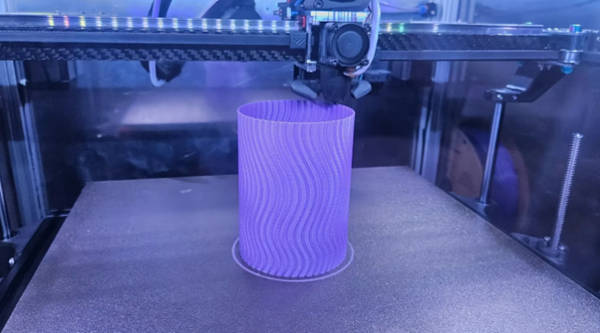
花瓶模式是一種僅生成一面墻的切片模式(來源:NikolaosBabetas via Printables)
除了我們上面討論的切片器設置外,還有一些其他工具會影響打印的墻面效果。下面,我們列出了一些方便的切片器設置和切片模式,讓您可以在基本設置之外進一步調整墻壁的打印方式:
1、打印薄壁:有時,模型會包含小于墻線寬度的特征,因此切片機會忽略它們。這是因為,從技術上講,這些薄壁是無法打印的,因為它們的尺寸不足以打印一個壁--除非你使用直徑較小的噴嘴和較低的壁線寬值。此功能可讓您的切片機識別薄壁,并分配一條壁線來產生一個略微過度擠出的壁。
2、壁流:壁流類似于打印的整體擠出流量,有時也稱為擠出乘數,但只針對模型上的壁。您可以使用此設置來防止擠出過度或擠出不足,還可以控制壁之間的粘合。這是因為較高的流量值會使更多材料在同一空間內擠壓在一起。
3、花瓶模式:花瓶模式,有時也稱為螺旋模式,是一種特殊的打印模式,可將模型變成花瓶,整個外部只使用一面墻。花瓶模式還能讓切片機以更平滑、更自然的 Z 軸移動方式打印模型,從而消除常見的明顯 Z 縫。
4、模糊蒙皮最后,模糊蒙皮是一種罕見但有趣的 3D 切片機設置,與壁厚有一定關系。打開 "模糊紋理 "后,打印機在打印外壁時會輕微晃動噴嘴。這會在外側產生模糊紋理,如果您的切片機有此設置(Cura 有),這是一種很酷的獨特使用方式。
編譯整理:ALL3DP









")






