員體系")
")























3D 打印蠟 – 終極指南
魔猴君 知識(shí)堂 544天前
拓展閱讀:3D 打印珠寶 – 終極指南
今天魔猴網(wǎng)和大家一起學(xué)習(xí)3D打印蠟的相關(guān)知識(shí)。

一、為什么使用蠟進(jìn)行3D打印?
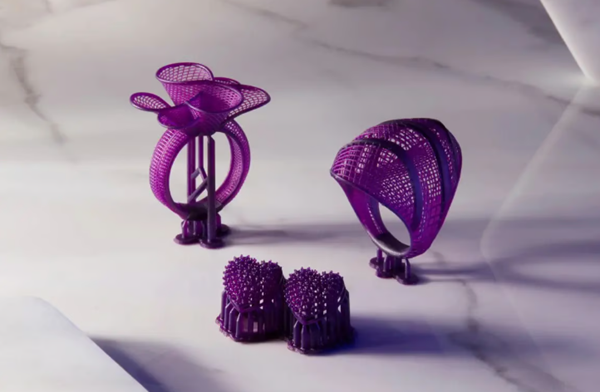
3D打印機(jī)上用澆注蠟打印復(fù)雜的珠寶圖案(來(lái)源:Formlabs)
數(shù)千年來(lái),金屬工匠一直使用蜂蠟手工雕刻工具或圖案。蠟?zāi)1话谝环N周?chē)鷷?huì)變硬的材料中,然后蠟會(huì)被融化,變硬的外殼就成了澆注液態(tài)金屬的模具。
如今,這種工藝被稱為熔模鑄造,而珠寶商則稱之為失蠟鑄造。除了現(xiàn)在使用3D打印蠟的速度更快、可定制性更強(qiáng)之外,這種工藝并沒(méi)有太大變化。
您無(wú)需通過(guò)注塑或雕刻來(lái)制作蠟型,而是在計(jì)算機(jī)輔助設(shè)計(jì)(CAD)軟件中設(shè)計(jì)部件,然后用蠟進(jìn)行3D打印。有專門(mén)用于工業(yè)、牙科和珠寶鑄造的軟件程序,因此您不需要很高的設(shè)計(jì)技能。您也可以通過(guò)三維掃描對(duì)現(xiàn)有零件進(jìn)行逆向工程,然后將其上傳到CAD軟件中。
通過(guò)3D打印,您可以讓每個(gè)模型都與眾不同(無(wú)需為注塑機(jī)制作新模具),還可以在3D打印模型中整合零件,而無(wú)需組裝多個(gè)注塑零件。例如,對(duì)于較小的珠寶部件,您可以一次性打印出整個(gè)圖案樹(shù),而無(wú)需組裝。
3D打印蠟?zāi)U蔀樵S多行業(yè)的首選方法,盡管許多行業(yè)目前正經(jīng)歷著普遍的經(jīng)濟(jì)衰退,但在奢侈珠寶市場(chǎng)卻呈現(xiàn)出一片繁榮景象。2023年3D打印珠寶市場(chǎng):市場(chǎng)研究與預(yù)測(cè)"研究表明,到2031年,3D打印珠寶市場(chǎng)將達(dá)到9.89億美元,而2021年為4.89億美元。

由Polymaker Polycast長(zhǎng)絲制成的3D打印模型鑄造而成的金屬部件(來(lái)源:Polymaker)
1、免工具制版
省去注塑(或雕刻)步驟不僅意味著從數(shù)字設(shè)計(jì)到最終的金屬零件只需幾天而不是幾周或幾個(gè)月,而且還省去了一大塊成本。據(jù)悉,這可將鑄模成本降低95%。
此外,使用相同的數(shù)字文件,您還可以在一天內(nèi)制作出3D打印件,并將其作為原型進(jìn)行形狀和匹配評(píng)估。3D打印機(jī)不僅限于制作蠟型。根據(jù)不同的模型,您還可以用堅(jiān)硬的工業(yè)級(jí)聚合物為您的車(chē)間或鑄造廠制造工具、夾具和輔助工具。
2、圖案3D打印技術(shù)
用于制作蠟型的3D打印有三種不同類型。對(duì)于珠寶和小尺寸、小批量3D打印來(lái)說(shuō),臺(tái)式大桶聚合打印機(jī)最為典型,因?yàn)樗苤谱鞒鼍?xì)的模型。我們所說(shuō)的大桶聚合是指立體光刻(SLA)、掩膜立體光刻(MSLA)或直接光處理(DLP)。大桶聚合也可用于使用工業(yè)級(jí)打印機(jī)制作工業(yè)或雕塑用的大型蠟?zāi)!T摴に囆枰恍┖筇幚聿襟E,因此必須遵循材料制造商的指南,為熔模鑄造做好準(zhǔn)備。
材料噴射是另一種3D打印技術(shù),它能沉積蠟狀材料,并通過(guò)紫外線瞬間固化。它通常比缸聚合快得多。材料噴射的一種類型稱為按需噴射(DOD)。這種技術(shù)使用兩個(gè)打印頭來(lái)噴射兩種不同的材料:一種是零件的主要材料,另一種是可溶性支撐材料,這種材料會(huì)溶解在液體溶液中,只留下光滑的模型。這進(jìn)一步簡(jiǎn)化了工藝流程,因?yàn)闊o(wú)需人工去除支撐材料。
在這種技術(shù)下,有一些工業(yè)機(jī)器可以同時(shí)打印幾十個(gè)模型或超大型模型,例如3D Systems公司的新型ProJet MJP 2500W Plus。該機(jī)器的最大構(gòu)建包絡(luò)面容量為294 x 211 x 144毫米,是專為珠寶制造設(shè)計(jì)的速度最快、生產(chǎn)效率最高的3d打印機(jī)之一。借助新推出的ZHD打印模式,該機(jī)器能夠以8μm的層厚進(jìn)行打印,從而實(shí)現(xiàn)同類最佳的表面質(zhì)量。
還可以在傳統(tǒng)的FDM三維成型機(jī)上使用仿蠟長(zhǎng)絲制作仿蠟?zāi)P停@種長(zhǎng)絲可使FDM打印機(jī)生產(chǎn)模具鑄件。這是最經(jīng)濟(jì)的選擇,但您的模型需要進(jìn)行一些后處理,如打磨以去除絲層紋路。
二、關(guān)于3D打印蠟的一切

用于珠寶設(shè)計(jì)的3D打印蠟?zāi)?蓪?shí)現(xiàn)復(fù)雜的圖案,而這通常是手工無(wú)法實(shí)現(xiàn)的(來(lái)源:Blue Cast)
在這里,我們討論的是蠟、鑄造樹(shù)脂和其他用于鑄造的材料。
您可以使用純蠟進(jìn)行打印,但較新的材料(如可澆鑄樹(shù)脂)在澆鑄過(guò)程中更堅(jiān)固,燃燒時(shí)也更干凈。聚甲基丙烯酸甲酯(PMMA)是一種丙烯酸塑料,具有極佳的燃燒性能,常用于工業(yè)鑄造。這些材料并不總是適合直接替代蠟,因?yàn)橛行┎牧峡赡軙?huì)與磷酸鹽粘結(jié)和石膏粘結(jié)的投資材料產(chǎn)生負(fù)面影響。請(qǐng)確保鑄造材料與投資材料相匹配。
蠟和鑄造材料的注意事項(xiàng)
您的3D打印機(jī)可能只與您的3D打印機(jī)制造商生產(chǎn)的蠟兼容,例如Solidscape或Formlabs的打印機(jī)。如果您的打印機(jī)兼容第三方材料,那么在購(gòu)買(mǎi)澆注材料時(shí)應(yīng)注意以下幾點(diǎn)。
熔化時(shí)間:蠟或可澆注樹(shù)脂材料從模具中完全熔化或燒盡需要多長(zhǎng)時(shí)間?2小時(shí)還是5小時(shí)?
灰分水平:低灰分或無(wú)灰分蠟材料在燃盡后幾乎不會(huì)在模具內(nèi)留下灰分或煙塵,而其他蠟材料則可能需要徹底清潔模具。
收縮率低:所有蠟和可澆注材料都會(huì)有一定的收縮,您需要考慮到這一點(diǎn),因此了解收縮系數(shù)非常重要,收縮系數(shù)應(yīng)列在材料的技術(shù)數(shù)據(jù)表上。
低吸水性:大多數(shù)可澆注樹(shù)脂在未加蓋的情況下都會(huì)吸濕,因此您需要選擇具有一定防潮性能的樹(shù)脂,然后將其放置在陰涼干燥的地方。
三、用于SLA、LCD和DLP 3D打印機(jī)的蠟材料

使用3D打印模型進(jìn)行大規(guī)模定制更加經(jīng)濟(jì)高效(來(lái)源:Liqcreate)
購(gòu)買(mǎi)蠟或可澆鑄樹(shù)脂時(shí),請(qǐng)尋找打印機(jī)制造商推薦的蠟或可澆鑄樹(shù)脂,或者具有適合您的打印機(jī)品牌的打印配置文件的蠟或可澆注樹(shù)脂。這將節(jié)省打印具有高細(xì)節(jié)和嚴(yán)格公差的模型所需的試驗(yàn)和錯(cuò)誤量。
編譯整理:ALL3DP
下一篇 如何制作防水3D打印件?
3D模型是否是實(shí)體模型?")

3D打印材料屬性一覽表")
3D打印用模型文件?")
合作")
精華文章合集,你想知道的3D打印知識(shí)都在這里!")
保護(hù)聲明")

數(shù)據(jù)格式")
脂(SLA)")

外3D打印用金屬粉末有哪些?")




