
























3D打印故障排除:FDM所有問題及解決方案(三)
魔猴君 知識堂 567天前
相信大家遇到過不少打印失敗的情況,比如,打印件翹曲、打印床粘附、層移位和其他3D打印錯誤等問題,今天,根據我們的3D打印機故障排除經驗,魔猴網整理了一份最全面的指南,用于診斷和解決有關FDM和SLA技術的常見3D打印問題。
FDM 3D打印問題:打印效果很差(一)
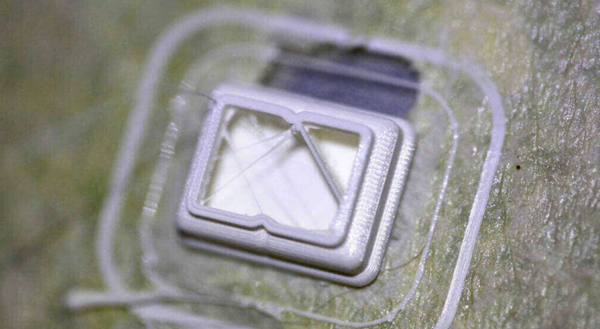
1、3D 打印故障排除:第一層雜亂無章

調平打印床
每臺打印機都有不同的打印平臺調平流程。具體可根據打印機型號或者售后工作人員指導下完成打印機調平。
降低床溫
嘗試將床層溫度以 5 °C 為增量調低,直到達到最佳附著點,同時不損失細節。
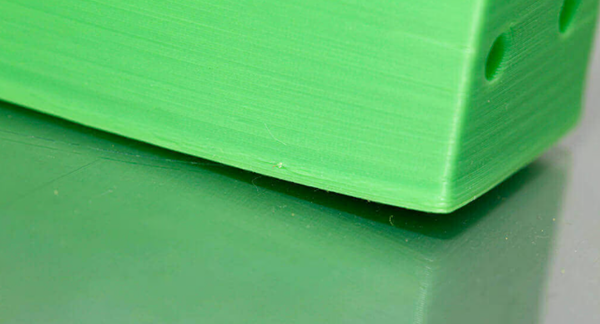
2、3D 打印故障排除:象腳

平衡床溫和冷卻
為了防止在 3D 打印中出現象腳,模型的底層需要充分冷卻,以便能夠支撐上面的結構。如果冷卻過度,底層就有可能變形。要取得平衡可能比較困難,首先要將打印平臺的溫度降低 5 度(在建議溫度的 +/- 20 度范圍內)。如果底層/頂層厚度設置為 0.6 毫米,那么風扇的啟動高度應稍低一些。
調平打印床
大多數打印問題往往可以追溯到打印平臺的水平。每臺打印機的打印平臺調平技術都略有不同。首先根據打印機制造商推薦的程序校準打印平臺。
嘗試打印一個校準立方體,觀察打印機如何將長絲鋪在打印床上。從打印立方體的過程中,你應該很容易就能從圖層在打印床上的均勻程度(或不均勻程度)看出打印平臺是否水平。
同樣,你也能看出噴嘴是否離打印平臺太近而刮破了熔融的長絲,或者噴嘴是否太高而導致長絲堆積并形成球狀。
升高噴嘴
稍微提高噴嘴的高度通常會有幫助,但要小心,太高的話噴嘴就無法粘在平臺上了。
倒角底座
另一種方法是對模型的底座進行倒角。當然,這只有在你自己設計模型或你能獲得原始文件的情況下才有可能。從 5 毫米和 45o 倒角開始,但要多做嘗試,以獲得最佳效果。
3、3D 打印故障排除:翹曲
使用加熱打印平臺
最簡單的解決方案是使用加熱打印平臺,并將溫度設定在塑料熔點以下。這就是所謂的 "玻璃化溫度"。如果溫度合適,第一層就會平整地停留在打印平臺上。打印平臺溫度通常由切片機軟件設置。您通常會在包裝側面或卷軸上發現長絲的推薦溫度。
在打印平臺上涂抹粘合劑
如果你仍然發現打印邊緣翹起,那么在打印床上均勻涂抹少量粘膠,以增加附著力。
嘗試不同的平臺類型
換一個附著力更好的打印平臺。Prusa 等制造商使用的 PEI(聚醚酰亞胺)打印表面無需膠水即可提供出色的附著力。XYZPrinting 在其部分打印機的包裝盒中提供了紋理膠帶,基本上是一大張遮蔽膠帶,添加這種膠帶后效果也很好,但僅限于非加熱打印平臺。Zortrax 三維打印成型機的打印平臺上有一個穿孔,模型可以焊接在這個表面上,完全消除了這個問題。
調平打印平臺
打印平臺校準可能是另一個原因,通過校準過程檢查打印床是否水平,噴嘴高度是否正確。
增加接觸面
增加模型與床之間的接觸面是一個簡單的解決方法,大多數打印軟件都有添加筏子或平臺的選項。
調整高級溫度設置
如果其他方法都不奏效,那么你需要查看打印機和打印軟件中的高級打印設置。嘗試以 5 度為增量提高打印床溫度。
在切片機軟件中查看風扇冷卻,通常設置為冷卻風扇在高度約為 0.5 毫米時轉為全功率,嘗試將其延長至 0.75 毫米,讓底層有更多時間自然冷卻。
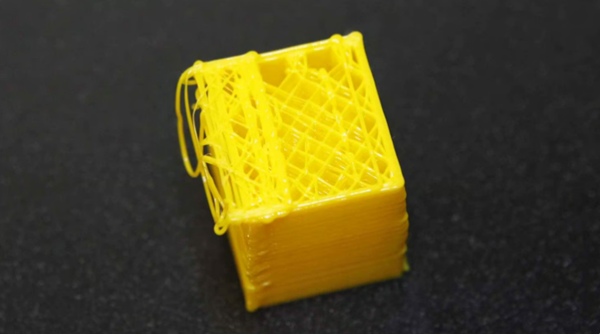
4、3D 打印故障排除:填充破裂
檢查填充密度
在切片軟件中檢查填充密度。20%左右的數值是正常的;如果低于這個數值,就可能出現問題。對于較大的打印件,您可能需要增加填充密度,以確保模型有足夠的支撐力。
降低填充速度
填充物的打印速度會對結構質量產生重大影響。如果填充物看起來很薄弱,請降低填充物打印速度。
更改填充圖案
大多數切片軟件都能讓你改變內部結構。你可以使用網格圖案、三角形、蜂窩狀等。嘗試選擇不同的選項。
檢查噴嘴
可能是噴嘴有輕微堵塞。雖然堵塞不會影響打印較厚的外壁,但由于內部結構的流量較小,所以會卡住絲線。
5、3D 打印故障排除:填充物與外壁之間的間隙
檢查填充物的重疊部分
這是迄今為止最常見的問題,而且很容易解決。在您的切片軟件中找到 "填充重疊 "選項并增加其值。
在 Cura 中,默認設置為 15%。將其提高到 30%。
在 Simplify3D 中,您可以在 "編輯處理設置 > 填充 > 輪廓重疊 "中找到該選項。再次提高數值。此設置與擠出寬度直接相關,因此百分比值將是擠出寬度的百分比。在調整該設置時,請始終將其保持在 50%以下,否則你會開始看到打印外圍的重疊效果。
在周邊外殼之前打印填充物
如果打印的外壁相對較薄,填充物的結構可能會顯示出來。如果出現這種情況,您可以切換打印機鋪設填充層和外圍層的順序。例如,在 Cura 中檢查是否勾選了 "填充層打印在周界之后"。
提高熱端溫度
一些最新的先進材料,如 XT-CF20 等,由于其結構中含有部分碳纖維,在鋪展時的寬容度較低。在使用這些材料打印時,您可能會發現熱端溫度稍微提高 5-10o 就會產生很大的不同。
降低打印速度
好吧,你可能急于獲得打印輸出,但如果打印機沒有經過完美校準,以較高的速度打印可能會導致各種問題。如果你需要快速打印,還可以通過降低頂層的打印速度來避免出現縫隙。
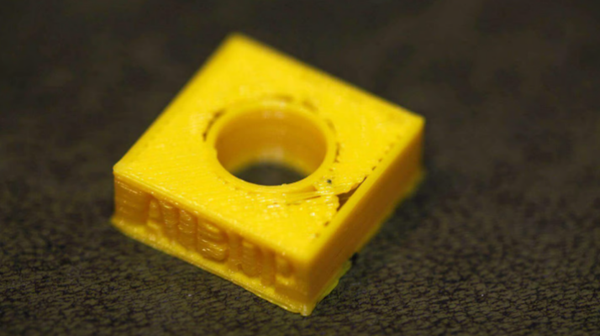
6、3D 打印故障排除:從外部可以看到填充物

檢查外殼厚度
確保您為外殼厚度選擇的值是噴嘴尺寸的倍數。
增加外殼厚度
最簡單的解決方案是增加外殼厚度。將尺寸增加一倍,就能覆蓋填充物造成的重疊。
在周邊后使用填充物
大多數切片軟件都能讓你在周邊后激活填充打印。
在 Cura 中打開 "專家設置",在 "填充 "部分下勾選 "在周長后填充打印 "旁邊的復選框。
在 Simply3D 中點擊 "編輯過程設置",然后選擇 "圖層",在 "圖層設置 "下選擇 "輪廓方向 "旁邊的 "從外向內"。
檢查打印平臺
檢查模型周圍,如果發現一側的效果比另一側更明顯,則可能是校準造成的。如果是這樣,請執行通常的校準過程。
打印外殼的優勢
根據您打印的模型類型,您可以利用內部和外殼打印順序來發揮您的優勢。當你希望打印出具有良好表面光潔度的高質量模型時,模型的實際強度并不重要,這時可以選擇從外向內打印。如果打印的強度非常重要,則選擇從內向外打印,并將壁厚增加一倍。
強度不同的原因在于,從外向內打印時,可以消除導致重影問題的少量重疊,但這也意味著,由于缺乏重疊,實際結構不會在內部和外部結構之間產生相同的粘合強度。
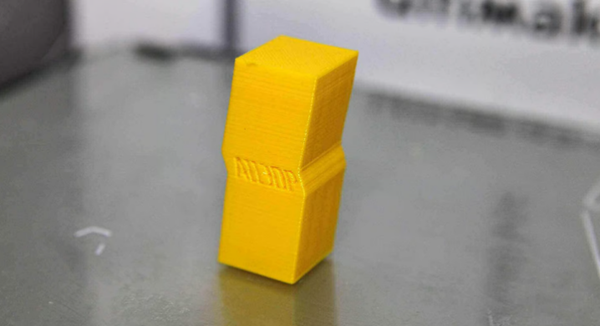
7、3D 打印故障排除:高大物體出現裂縫

擠出機溫度
首先提高擠出機的溫度;良好的開端是將溫度提高 10oC。在燈絲盒的側面,你會看到工作熱端溫度,盡量將溫度調整在這些值的范圍內。
風扇方向和速度
仔細檢查風扇,確保它們打開并對準模型。如果是,請嘗試降低風扇速度。
8、3D 打印故障排除:層錯位
檢查皮帶第一部分
首先檢查每條皮帶是否擰緊,但不要擰得太緊。當你將兩條皮帶捏在一起時,應該會感覺到一點阻力。如果你發現皮帶的上部比下部緊,那么這肯定是皮帶需要調整和緊固的信號。有些打印機內置了皮帶張緊器。其他打印機則可以加裝 3D 打印的皮帶張緊器。如果這兩種方法都不適合您,您可能需要動手手動拉緊皮帶。
檢查皮帶第二部分
打印機皮帶通常只是一個連續的環,鉤在兩個滑輪上。一個常見的問題是,隨著時間的推移,皮帶會在一個滑輪上打滑,上面的皮帶會比下面的皮帶逐漸變緊,反之亦然,這同樣會導致打印層錯位。
檢查桿是否清潔并上油
隨著時間的推移,桿上可能會積聚碎屑,導致摩擦力增大,進而影響打印頭的自由移動,再次引起層偏移。快速擦拭并重新上油通常就能解決問題。
檢查桿彎曲或錯位第一部分
如果你發現打印頭在某些點出現抖動,那么可能是其中一根桿稍微彎曲了。通常可以通過關閉機器使步進器斷電,然后通過 X 軸和 Y 軸移動打印頭來判斷。如果感覺到阻力,那就說明有問題。首先檢查打印桿是否對齊。如果對齊了,將它們取下并在平面上滾動。如果有彎曲,那就很明顯了。
檢查桿是否彎曲或錯位 第二部分
許多打印機使用螺紋桿而不是導線螺釘,雖然這些螺釘能完成工作,但時間長了它們容易彎曲。不用擔心拆開打印機查看它們是否平直,只需使用控制軟件(如 "Printrun")上下移動打印頭即可。如果其中一根 Z 軸桿彎曲,您馬上就能看到。遺憾的是,一旦桿彎曲,就幾乎不可能準確拉直,但從另一方面看,這也是將舊的螺紋桿更換為導螺釘的好借口。
檢查驅動滑輪
這些滑輪通常直接連接到步進電機或驅動打印頭的一根主桿上。如果你小心地轉動皮帶輪,你會看到一個小螺絲。握住桿和連接的皮帶,拉動皮帶迫使滑輪轉動。你應該發現滑輪和步進器或桿之間沒有打滑。如果有打滑現象,請擰緊固定螺釘再試一次。
9、3D 打印故障排除:缺少圖層

機械檢查
每隔一段時間對 3D 打印機進行一次檢查是個好習慣,3D 打印機出現縫隙總是一個好兆頭,說明現在是對 3D 打印機給予關愛的時候了。首先檢查打印桿,確保它們都安裝在軸承或夾子中,沒有彈出、移位或輕微移動。
桿對齊檢查
確保所有桿都完全對準,沒有移動。通常可以通過關閉電源(或禁用步進器),然后通過 X 軸和 Y 軸輕輕移動打印頭來判斷。如果移動過程中遇到阻力,則說明出了問題,通常很容易分辨出是否是由于對齊不當、桿稍有彎曲或某個軸承出了問題。
軸承磨損
當軸承出現問題時,通常會發出嘈雜的聲音。你還應該能感覺到打印頭運動不均勻,打印時機器看起來有輕微振動。如果是這種情況,請拔下電源插頭,通過 X 和 Y 軸移動打印頭,找到軸承損壞的區域。
檢查潤滑油
潤滑關節很容易被遺忘,但保持一切潤滑對機器的平穩運行至關重要。縫紉機油是理想的潤滑油,幾乎所有的服裝店都能買到,而且價格相對便宜。在大量涂抹機油之前,請檢查機桿是否干凈,是否有污垢和印刷碎屑--在涂抹新機油之前,最好先快速擦拭機桿。當所有印桿看起來都很干凈時,只需涂抹一點,但不要太多。然后使用 Printrun 等打印機控制軟件在 X 軸和 Y 軸上移動打印頭,確保打印桿被均勻覆蓋且移動順暢。如果油加多了,不用擔心,用無絨布擦掉即可。
擠出不足
最后一個問題可能是擠出不足。點擊這里查看我們專門針對擠出不足的3D打印故障排除技巧。
10、3D 打印故障排除:打印傾斜
檢查 X 軸和 Y 軸
如果您的打印向左或向右傾斜,則說明 X 軸有問題。如果向后或向前,則是 Y 軸問題。一旦診斷出問題所在,就可以檢查皮帶和皮帶輪了。
檢查皮帶是否摩擦
查看每條皮帶的周圍,確保它們沒有與機器側面或任何其他部件發生摩擦。此外,檢查皮帶的對齊是否正確。如果其中一條略有傾斜,就會造成問題。
擰緊步進電機耦合器的固定螺絲
一旦診斷出是哪個軸導致了問題,請使用內六角扳手擰緊連接步進電機的相應耦合器的固定螺絲。
檢查桿滑輪
Ultimaker 2 等更復雜的機器有一系列皮帶和滑輪。機器頂部的 X 和 Y 主桿上有八個滑輪。繞過受影響軸上的每個滑輪,擰緊每個滑輪的防松螺釘。這些滑輪不太可能造成任何滑動,但如果其中一個松動,則皮帶可能會錯位。
編譯整理:ALL3DP









")






