
























3D打印最常用的金屬材料鈦合金VS鋁合金
魔猴君 知識堂 689天前
導讀:金屬目前是增材制造工藝中最受歡迎的材料之一,其優異的性能適合用于對性能和強度方面要求最苛刻的領域。本文,我們將重點介紹 3D 打印中使用的兩種主要金屬:鈦和鋁。這兩種材料主要用于激光粉末床熔合(L-PBF) 或定向能量沉積(DED) 等工藝,材料一般是粉末形式。我們將比較它們的異同,以便更好地了解它們的特性和應用,以及它們在制造過程中提供的優勢。
鈦與鋁的生產和特性
鈦
鈦是一種在自然界中不會作為單獨元素出現的材料,必須從金紅石 (TiO2) 或鈦鐵礦 (FeTiO3) 等礦物中提取。純鈦的提取是一個復雜的過程,涉及多個步驟。生產純鈦最廣泛使用的方法是Kroll法,由美國化學家威廉·J·克羅爾于1940年開發。該方法使用氯氣(Cl2)還原二氧化鈦(TiO2)生產四氯化鈦( TiCl4),然后用鎂 (Mg) 還原。雖然 Kroll 法在生產純鈦方面很有效,但它是一個需要大量能源的高成本的過程。此外,鈦的高反應性使其難以作為純金屬獲得,純度為99.9% 的樣品被認為是商業純鈦。因此,它通常與其他元素結合使用以形成合金。

鈦具有許多特性,因此可以用于許多領域。它通常以合金形式使用,但由于其高生物相容性,純提取鈦常被用于醫療行業。其主要特點是機械強度高、密度低、耐腐蝕性能優良、剛性高。
用于3D打印的鈦合金主要有以下幾種:
●Ti6Al-4V,5 級:最重要和最常見的鈦合金。由于其高強度和耐用性,它被用于增材制造。該合金由鈦、鋁和釩組成,可承受高溫和腐蝕環境。
●Ti6Al-4V,23 級:由于其生物相容性,常用于醫療植入物和假體。
●Ti Beta 21S:比傳統鈦合金更堅固,也更耐氧化和變形。它非常適合骨科植入物和航空發動機應用。Beta 鈦在正畸學中備受推崇。
●Cp-Ti(純鈦),1 級、2 級:由于鈦與人體的生物相容性,這種合金在醫療行業有著廣泛的應用。
●TA15:一種幾乎完全由鈦制成的合金,其中添加了鋁和鋯。由這種合金制成的部件非常堅固且耐高溫,非常適合制造飛機和發動機的堅固部件。相對于它們的強度,它們也很輕。
鋁
鋁是一種在輕質和強度之間提供極佳折衷的金屬。除了耐腐蝕外,它還可以焊接。它的純凈狀態非常罕見,因此它以合金的形式使用,其中含有可改善其物理和機械性能的金屬,例如硅和鎂。要想獲得純鋁,需要首先使用Bayer 法從鋁土礦中獲得氧化鋁。礦石經洗滌粉碎,溶于燒堿,過濾得到純氫氧化鋁。然后加熱得到氧化鋁粉末。然后使用 Hall-Heroult 工藝,對氧化鋁進行電解還原以獲得純鋁。

如上所述,鋁合金比純鋁更常見,并用于許多工業應用。此外,它們還具有非常好的強度重量比以及非常好的抗疲勞和耐腐蝕性能。它們還具有可回收性、導熱性和導電性,并且毒性低。
用于鋁3D打印的主要合金有以下幾種:
●AlSi10Mg:這是由硅和鎂形成的最常見的合金。它可用于制造堅固和復雜的零件,并用于制造外殼、發動機零件和生產工具。
●Al2139:最強的鋁合金,由于其重量輕、強度高和耐化學性,非常適合汽車等行業。它已被美國空軍、梅賽德斯-奔馳和空中客車等組織使用。這種材料的美妙之處在于它專為增材制造而設計,性能優于市場上的許多其他合金。
●Al 7000系列:這是一個著名的粉末合金系列,具有高抗拉強度和耐低溫性。
●Al 6061 & Al 7075:最近,3D 制造商使用這兩種合金取得了很好的效果。6061 的抗拉強度和硬度低于 7075。另一方面,7075 具有比 6061 鋁更好的抗沖擊性和更小的變形。
●A201.1 : 它是 200 系列銅鋁合金的一部分,以非常堅固著稱。但是,它們很難鑄造。這些合金推薦用于強度重量比至關重要的應用,例如運輸和航空航天。
兩者之間有什么區別?
就強度重量比而言,當需要高強度和堅固性時,鈦是理想的選擇,這就是為什么它被用于醫療部件甚至衛星部件的原因。另一方面,雖然鋁不如鈦堅固,但它更輕且更實惠。就熱性能而言,鋁非常適合需要高導熱性的應用。另一方面,鈦因其高熔點而非常適合高溫環境中的應用,例如航空發動機部件。鋁和鈦都具有優異的耐腐蝕性。然而,鈦比鋁更具有生物相容性,這就是它被廣泛用于醫療領域的原因。
材料形式和與 3D 打印技術的兼容性
形式
在大多數情況下,鈦和鋁以粉末形式出現,但它們也可以線材形式提供,例如 Virtual Foundry 或 Nanoe 提供的鈦或鋁絲。要用這些金屬 3D 打印零件,必須首先獲得合金粉末,這主要使用兩種技術完成:等離子霧化或氣體霧化。等離子體(電離氣體)霧化是一種使用高溫、能量和熱源、惰性介質(例如氬氣)和高速霧化金屬的過程,這個工藝生產出高質量的耐磨粉末。而氣體霧化使用空氣、氬氣或氦氣作為氣體來破碎熔融材料流,這是一種非常有效的工藝,廣泛用于生產細小的球形金屬粉末。

使用的 3D打印技術
要在 3D 打印中使用鈦,可以使用的工藝包括激光粉末床熔化 (L-PBF)、DED 和粘合劑噴射(BJ)。對于與鋁有關的工藝,除了已經提到的那些之外,還有一種是冷噴涂。
在 L-PBF 中,激光束用于逐層加熱粉末金屬至其熔點并構建物體。鈦在非常高的溫度 (1,600°C) 下熔化,因此需要在 3D 打印之前分析材料的熱效應和機械效應。鋁的熔化溫度低得多(約 630°C),但鋁具有高反射率和導熱性。鋁增材制造的另一個有趣的方面是它形成了一個自然氧化層。
關于 DED,它與前一個工藝非常相似,但這里的材料在噴嘴沉積時熔化,并且可以粉末或線材形式用于制造。通常,該技術會帶來更高的生產速度和更低的單位體積成本。
在BJ的工藝下,材料為未熔化的粉末形式,而是為了使顆粒相互粘附,使用多噴頭打印將粘合劑噴射到特定位置的層上頭。打印后還需要進行燒結步驟或其他固化后處理。當它們離開 3D 打印機時,這些部件非常脆弱且多孔,需要進行熱處理才能達到最終的機械性能。
在冷噴涂工藝中,金屬材料也以粉末形式存在,但由于在這種情況下不必熔化或融合,冷噴涂可避免熱變形,并且不需要保護氣氛。
后期處理
為了獲得最佳結果,必須經過一個或多個后處理步驟。鈦和鋁的后處理沒有具體差異,因此以下步驟適用于這兩種材料。由于鈦和鋁經常用于承受機械應力的應用,因此噴丸處理非常有用。將小金屬或陶瓷珠噴向零件表面,使零件表面層產生受控變形。這提高了后續涂層的附著力,并降低了裂紋和斷裂的可能性等。噴丸處理僅去除材料的頂層,這可以改善零件的美觀,去除污垢和腐蝕,并為后續涂層準備表面。
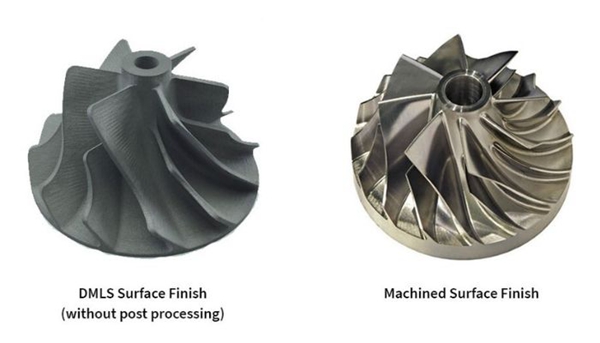
另一種選擇是將金屬打印與傳統制造方法相結合。CNC 加工是一種適合此目的的后處理工藝,因為它可確保嚴格的公差和所需的表面光潔度。特別是使用 DED 技術,3D 打印部件的表面非常粗糙,因為金屬在噴出過程中直接熔化。因此,始終需要 CNC 加工來獲得光滑且明確的表面。
退火是一種熱處理選項,將打印部件加熱到高溫并快速冷卻以改變微觀結構,從而提高材料的延展性,或在斷裂前在負載下變形的能力。通常,該工藝可獲得更好的機械性能,主要用于鋁制零件。
當鋁和鈦用于所謂的間接 3D 打印工藝(例如 FDM 或粉末粘合)時,也需要燒結。在打印階段之后,部件必須經過脫脂過程以將聚合物與金屬粘合劑分離。然后將部件在燒結爐中加熱到特定溫度,剛好低于熔化溫度,這將鞏固最終物體。這導致部件的孔隙率非常低,因為粘合劑所在的空腔在此過程中被壓縮,從而導致零件收縮。
應用
航空航天業發現使用鈦的增材制造有很大好處。它是制造航空航天部件(如噴氣發動機和燃氣輪機)的理想材料,因為它可以顯著減輕高應力結構的重量。鈦在增材制造中應用的一個例子是波音公司與 Norsk Titanium 合作,為 787 夢想飛機制造大型結構部件。這一過程中使用的技術是 DED,據報道,它比基于粉末的系統快 50 到 100 倍,并且比鍛造使用的鈦少 25% 到 50%,每架飛機可能節省高達 300 萬美元。
雖然鈦目前正通過 3D 打印用于太空探索,但鋁在工業中的應用卻成倍增加。例如,波音公司正在使用在冷卻階段涂有納米顆粒的鋁合金生產 3D 打印部件。這使得焊接極其堅固的鋁合金成為可能,而不會在高溫時開裂。制造的部件更輕,使飛機能夠有效地使用燃料,并在相同數量的燃料下飛行更遠的距離。
雖然鈦在汽車領域的高價格可能會阻礙其廣泛使用,但我們可能會看到鈦在該領域的使用有所增加,尤其是在奢侈品領域。目前,3D 打印用于制造重量/性能比至關重要的部件。例如,布加迪使用 SLM 技術僅用了 45 小時就打印出了用于其鈦制動系統的制動鉗。據稱,結果比傳統的銑削鋁制制動鉗輕 40%。盡管重量輕,但鈦部件也確保了其彈性和耐溫性。
另一方面,鋁在汽車行業中更為常見。保時捷使用 3D 打印為其旗艦 911 車型 GT2 RS 制造高性能鋁制活塞。使用這項技術,700 馬力的雙渦輪增壓發動機可以獲得高達 30 馬力的功率并提高效率。此外,在 2020 年,保時捷生產了用于電動變速箱的全鋁 3D 打印外殼,該外殼通過了公司的所有質量和負載測試。
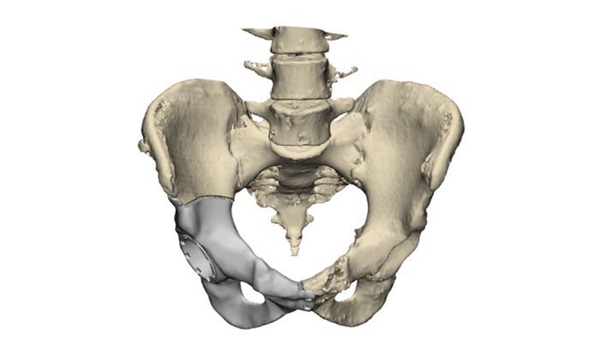
最后,鈦在醫療行業是一種非常有吸引力的材料,因為它具有高強度和耐腐蝕性以及生物相容性,這使其成為骨科和牙科植入物的理想選擇。3D 打印允許創建模仿骨骼紋理的多孔結構,這有助于骨骼和組織的快速愈合和生長。土耳其的 TrabTech 使用鈦制造小梁植入物,例如髖關節。鋁在醫療行業中不如鈦常見,但它可用于骨科和牙科應用。
來源:3dnatives









")






