
























薄壁零件CNC加工工藝的改進方法
魔猴君 知識堂 941天前
通常我們在對薄壁零件進行CNC加工時,會存在以下問題?
(1)加工過程中存在問題
薄壁零件數控加工過程要求整個零件厚度不超過1mm,薄壁零件雖然整體結構相對緊密,但剛度差,強度不能滿足實際生產加工要求,在實際加工過程中往往由于材料本身的原因,導致加工效果不符合實際設計要求。因此,應通過改進工藝進行重新加工,以確保加工效果。
(2)加工方法存在問題
在零件夾的過程中,應在保證整個夾的緊湊性的基礎上,有效地進行適當的調整和優化,并盡可能全面地控制和優化管理和旋轉矩陣。同時,由于夾本身受到主軸的影響,只有確保所有的重心控制都集中在主軸的頂部,才能有效地確保各項工作的全面開展。對當前零件的實際狀態進行有效的懸掛深度控制和選擇,以確保整個長度滿足當前的設計要求。同時,在生產過程中,還應確保夾的強度和硬度滿足當前的實際需要,以減少夾的損壞,并盡可能確保所有夾的長期運行。然而,在實際操作中,刀具的控制主要集中在薄壁零件的數控加工和切割過程中。許多操作人員沒有選擇整個切割角度,最終導致整個切割角度不符合當前的實際要求,以確保既定的加工需求只需要較小的努力,最終確保零件可以在變化的基礎上得到有效的控制。
下面魔猴和大家一起淺談兩個薄壁零件CNC加工方法工藝優化措施:
(1)優化加工工藝
與傳統的加工工藝相比,通過這種薄壁零件的數控加工方法,采用的科技設計和加工,可以大大降低加工過程中的數據誤差,從而有效地保證當前零件產品的實際質量。通過對薄壁零件數控加工相關技術流程的綜合分析,現階段采用薄壁零件數控加工的方法主要是從粗加工逐步向精加工轉變。在使用數控技術進行粗加工的過程中,往往需要分析當前零件的實際情況,然后制定目標的工藝加工方法,不僅可以提高加工質量,而且可以減少損失的產生。粗加工完成后,可繼續使用技術設備進行半精加工,主要是提出零件表面的相關材料,有效保證后期加工數據的準確性。在精加工過程中,要有效實施精加工,必須進行準確的數據分析,并通過精細的技術手段進行加工管理。例如,可以通過精細銑削外圓進行加工和優化,最終確保零件的整體滿足當前的設計要求。薄壁零件數控加工本身的加工要求相對較高,為了有效改進材料的精細制造,盡可能減少資源消耗,在薄壁零件數控加工過程中,首先做好數控變形控制,盡可能成為當前加工方法和加工參數,有效提出科學的加工方案,最終確保變形值在可控范圍內,如下所示:

(2)改變加工方法
薄壁零件數控加工的加工方法主要包括工藝設計、零件夾刀具控制等三個方面。在薄壁零件的實際數控加工過程中,應有效完成數控政策的分析過程,明確硬件在現階段實際加工過程中的實際負載能力,有效分析負載列與變形之間的關系,最終提出有針對性的工藝設計方法。F=KU這是目前主要計算過程的公式。F作為薄壁零件的數控加工零件負載陣列,KU代表輕度矩陣,作為加工變形的技術值。通過對三者之間的綜合分析,可以觀察到,當負載陣列的值逐漸降低時,應有效調整輕度矩陣,最終有效保證零件質量的全面提高。并加強適當的材料強度,應全面調整和優化KU的數值,最終選擇合適的加工生產方法。
接下來說說,薄壁零件數控加工工藝優化效果估計
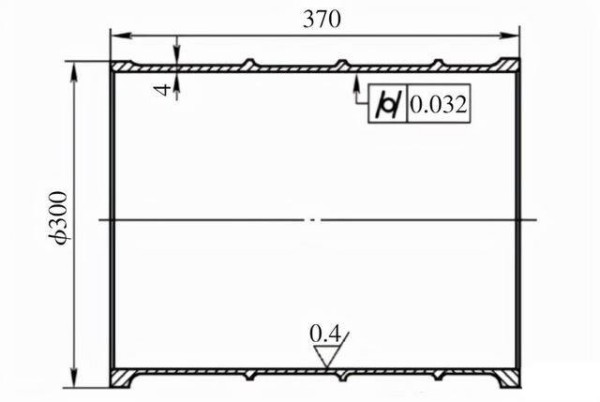
1.有效控制零件變形
結合當前的實際情況,在實施薄壁零件數控加工的過程中,應結合實際設計要求進行加工設計,如圖1所示。首先,應進行粗加工,然后通過半精加工,最終完成精加工。在實施加工的基礎上,應首先進行表面控制,并在原有的基礎上盡可能優化。但在空白零件的施工過程中,認為內部受外部環境的影響,加上加熱處理,很容易使當前零件變形,最終影響薄壁零件數控加工的實際尺寸和設計質量。由于壁厚的程度不斷變化,其剛性結構不能滿足實際生產需要,因此其自身的指導會發生一定的變化。在壁厚的不斷減小中,導致切削振動的產生,最終導致實際產品尺寸不能滿足實際的設計要求,其核心表面也不能得到保證。數控加工工藝主要依靠實際設計參數和明確的科學加工方法,但受外部影響和各種因素的限制,往往直接導致加工難度逐漸增加,產品質量不能滿足實際生產設計需求,最終達到精度和預期生產精度差距較大,不能承受既定的夾緊力,導致變形現象,導致薄壁零件數控加工質量低。
2.全面優化工藝效果
為全面提高工藝質量,有必要從工藝改進方案和加工方法改進兩個方面進行技術優化,從而全面提高工藝質量。
(1)工藝改進方案。結合當前的實際設計需要,在完成薄壁零件數控加工的過程中,應首先對整個端面進行粗銑,然后通過加熱處理完成初始加工。采取以下措施:將徑向夾緊力改為軸向壓縮,使零件僅受軸向力而不受徑向力的影響,大大降低了零件的夾緊變形。初始加工完成后,應采用退熱的方式進行加工,最終完成精加工。在精加工過程中,應提前安排和管理余量,有效避免因余量因素造成的許多施工方法不能按照既定的加工要求實施,減少因余量少而無法糾正的內圓設計形式等相關問題。
(2)改進加工方法。為了確保孔的實際狀態能夠在設計師的控制范圍內,在精加工過程中,也應盡可能利用光刀操作技術,盡可能提高數控加工質量,確保加工效果。為了改進加工方法,要求操作人員在實際零件加工的基礎上,選擇有針對性的機器加工,以確保加工強度,盡可能實現加工零件的穩定性,同時確保現階段使用的材料滿足既定的工作要求,減少加工設備損壞造成的零件損壞。
通過分析我國薄壁零件數控加工的實際情況,結合工藝改造的實際效果,只有通過優化薄壁零件數控加工,才能有效提高加工質量,減少振動線、變形等問題,有效保證產品尺寸和表面的實際粗糙度符合當前的設計管理要求。通過對相關案例結果的有效分析研究,不僅要結合實際生產經驗進行分析優化,還要提出不同加工方法造成的不同問題,盡可能保證加工質量不受生產經驗的限制,最終對薄壁零件數控加工質量造成損害。因此,只有不斷加強數控加工模擬分析質量,通過有效的方式改進加工方法,才能盡可能提高加工質量,確保所有可控的加工質量。
來源:搜狐









")






