
























科學家們開發出更實惠的陶瓷3D打印技術
魔猴君 行業資訊 1499天前
斯洛伐克工業大學的研究人員開發了一種新穎的陶瓷3D打印材料,該材料設計用于低成本FFF機器。與現有的入門級陶瓷不同,該團隊的長絲由PVA粘結劑和莫來石基料組成,可以從標準的0.4 mm噴嘴中擠出,而無需增加附著力或調整系統。該配方也無需使用昂貴的專業熔爐就可以進行后處理,從而為潛在的業余愛好者提供了作為預算友好型陶瓷的巨大潛力。

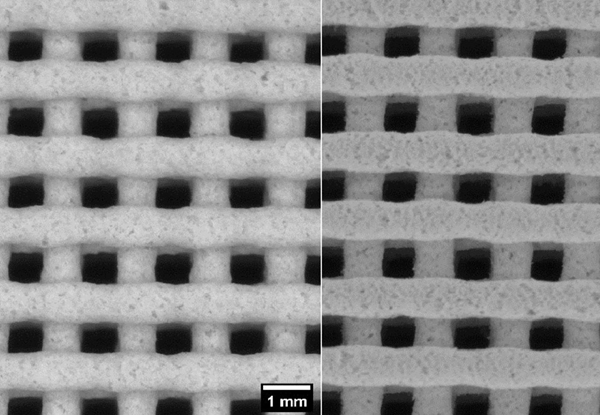
團隊的陶瓷3D打印測試對象的俯視圖(左側為600 μm噴嘴,右側為400 μm)。圖片來自《今日應用材料》雜志。
民用級陶瓷
通過3D打印陶瓷,而不是使用注射成型等傳統生產方法進行加工,就可以創建具有高度復雜內部特征的零件。然而,到目前為止,由于其使用難度大,該技術僅使用戶能夠進行短時間的生產運行,這需要粉末處理和大量的后處理。
盡管在陶瓷方面,DIW系統通常被認為比SLS機器更易于使用,但對于新手來說卻是挑剔的,并且難以配制出最佳的漿料。相比之下,隨著RepRap項目的成功,FFF系統現在更容易訪問,使其成為新采用者的理想選擇。
入門級機器的另一個優點是,它們與越來越多的聚合物(例如ABS和PLA)兼容,它們可以與陶瓷混合形成新穎的長絲。結果,已經開發出許多陶瓷負載的混合液,但是這些通常需要使用直徑為600μm的噴嘴,從而限制了可能實現的細節水平。
許多實驗原料的寬度也為3毫米,盡管它們非常適合工業應用,但傳統的FFF機器往往會保持1.75毫米的規格。更糟糕的是,現有的混合物在排膠過程中往往會出現不一致的收縮現象,從而限制了3D打印大型零件時它們的功效,并且有必要開發出更具可重復性的解決方案。
脫脂前后3D打印零件的填充結構圖像。圖片來自《今日應用材料》雜志。
斯洛伐克的新穎原料
為了使陶瓷材料更易于加工并因此更容易獲得,斯洛伐克的科學家設計了一種新配方。通過將莫來石粉末,脂肪酸和熱塑性聚合物結合在一起,該團隊能夠制造出直徑為1.75毫米的細絲,該細絲可以使用0.4毫米的打印頭進行加工,這與商業替代品非常相似。
優化了原料后,研究人員將600和400 μm的打印頭分別連接到Leapfrog Creatr 3D打印機上,并制作了一組圓柱形標本。每個零件都用微型矩形進行了圖形化處理,以使打印錯誤顯而易見,但研究小組未發現可見的裂紋或噴嘴堵塞,使他們認為這種方法是成功的。
但是,科學家們還選擇了在廉價陶瓷窯中發現的條件下對他們的測試零件進行裝訂,這會導致明顯的收縮,在1400°C時尺寸可減小41.5%。最終,研究人員確定了1250至1350°C之間的最佳點,并優化了參數集,與使用傳統方法制造的零件相比,其零件最多可增加17%。
此外,研究人員發現,使用他們的新型燈絲來制作具有相同幾何形狀的3D打印零件,所需材料比對比陶瓷少26倍。結果,該團隊得出結論,他們的原料不僅與低成本系統兼容,而且還比現貨產品更有效地傳遞陶瓷材料的好處。
陶瓷的3D打印潛力
眾所周知,陶瓷具有很高的耐熱性,但其易碎性意味著公司直到最近才開始釋放其潛力。通用汽車擁有的研究中心HRL實驗室在這一領域進行了重大研究,去年開發了一種3D打印抗斷裂陶瓷基復合材料(CMC)的新方法。該研究所使用一種新型的基于硅氧烷的陶瓷陶瓷材料,已經能夠制造出獨特強力的玻璃狀結構。
同樣,弗勞恩霍夫(Fraunhofer IKTS)的團隊開發了一種多材料噴射(MMJ)系統,用于將金屬和陶瓷組合成單個零件。利用新工藝,科學家們通過3D打印了一系列耐熱組件,包括陶瓷增強衛星元件。
活頁夾噴射3D打印機制造商ExOne也已獲得許可,并獲得了橡樹嶺國家實驗室(ORNL)的一種新型陶瓷生產方法的許可。 采用該流程使ExOne能夠將其提供給客戶,客戶現在可以創建鋁載碳化硼組件。
來源:https://www.3ddayin.net/xinwenpindao/xin3Ddayinjishu/40052.html









")






