
























仿真釋放3D打印-增材制造潛力
魔猴君 行業資訊 1724天前
增材制造俗稱3D打印,是上世紀末出現的一種新的制造工藝。由于各種限制,沒能在工業界普遍應用。在新工業時代的技術條件和應用環境下,這一技術被工業界重新重視,并得到快速應用。
在《你用仿真當花瓶,我們用它改變世界》中,安世亞太高級副總裁田鋒提到之所以能夠實現再設計,是因為新技術、新工藝的出現,其中具有代表性的新工藝便是增材制造。不把將增材制造單純作為一項制造技術來看,反對用增材制造技術去打印一個傳統產品。增材制造可以實現傳統工藝手段無法制造的設計,賦予了正向設計無限自由,只需要從需求和功能出發來進行產品設計,而不需要考慮制造的約束,進行顛覆式創新。對于增材制造所提供的無限創新空間,設計本身是沒有規范和標準的,因此仿真便成了最重要的工具。因此,再設計是仿真技術的第一個深層次應用。
在憧憬增材制造帶來的無限發展空間的同時,其實金屬增材工藝也面臨著巨大挑戰。離開仿真,金屬增材制造將遭遇嚴重瓶頸,只能封印在低層次的應用空間。本文將直面增材工藝仿真——仿真技術的第二個深層次應用。
金屬增材制造面臨的挑戰
雖然金屬增材制造增長速度近年來非常可觀,但無論是直接能量沉積工藝還是粉末床融化工藝,都存在幾大類挑戰:
可打印的金屬材料種類有限,急需開發更多金屬種類以滿足工業需求;
受打印速度和效率制約,不適合量產;
打印成本過高,包括機器成本、粉末成本及較高打印失敗率帶來的額外成本;
需要繁瑣冗長的打印后處理環節;
打印件質量保證及工藝調試難度很高。
其中,質量保證是獲得合格打印件至關重要的因素。金屬增材制造可能出現部件變形、開裂等問題。同一部件,在加工參數、層數、材料相同的條件下,采用不同取向和位置,成品微觀組織和屬性就不同,譬如,垂直方向柱狀晶的殘余應力水平低,水平方向馬氏體相殘余應力水平高。
增材制造工藝仿真主要研究加工參數、粉末、幾何構型等因素對于宏觀變形、殘余應力、部件微觀內部金相組織及性能的影響。宏觀控形與微觀控性是金屬增材工藝中兩個重要考察指標:宏觀控形重點關注翹曲變形、部件開裂、刮板碰撞或支撐開裂等問題;微觀控性需要關注孔隙率、相變、球化、顆粒尺寸、一次和二次枝晶結構和初始位錯密度等微觀特性,這些將決定金屬件力學性能和特性。
金屬增材制造看似簡單,但真實過程非常復雜。能否成功打印出一個合格的零部件,受到材料、打印機器設備、工藝設計、工藝參數和設置以及后處理等諸多因素的影響。對于一個實際金屬打印件,完全憑借經驗或者直觀感覺,打印的成功率較低。試錯方法既增加成本,又延長產品制造周期。
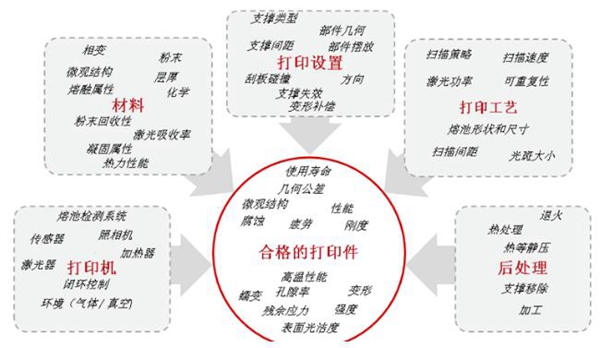
金屬增材打印的影響因素
金屬增材工藝仿真的意義
利用仿真技術提前獲取打印產品的性能特性,是解決金屬增材工藝質量問題的一個重要手段和方法。通過提前預測并在此基礎上進行工藝優化,可降低打印失敗概率,同時可較大程度地減少打印成本,不合格產品的數量和試錯次數也大為降低。
雖然增材打印技術具有“無論多復雜都可制造”的特性,但相同功能的產品,采用稍微不同的設計,可打印性就能大大增強。這對于打印成功率和制造補償都有重大影響,可能提高機器利用率,縮短產品打印周期,產品打印的可重復性和質量能夠得到保證。如果微觀金相組織和特性預測也能夠通過仿真實現,將大大加快新材料、新機器、新工藝參數包的開發,減少研發成本和周期,獲得個性化微觀結構和控制材料屬性將成為可能。仿真對于金屬增材打印的價值匯總如下圖所示。
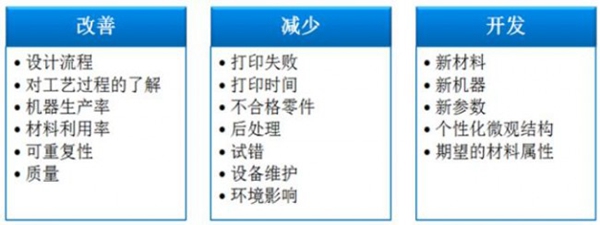
金屬增材工藝仿真的價值
金屬增材工藝仿真的困難
雖然增材工藝仿真的價值巨大,但要實現難度同樣巨大,主要困難包括以下幾個方面:
I 空間離散規模龐大,時間離散步長數龐大,計算時間長
光斑尺寸之微,宏觀尺寸之巨,他們之間的尺寸反差使得網格化離散的規模巨大。同時,打印件的打印時間一般比較長,小件以數小時計算,大件則以天計算,而熱-固耦合仿真的時間步長需要在微秒甚至更小量級上離散。以現有的計算硬件資源,實現打印工藝的模擬難度非常大。
I 宏觀、微觀、介觀并存的多尺度問題
無論是物理現象還是研究對象尺度,針對熔池內部的快速冷卻凝固非平衡態的動力學研究需要采用材料微觀理論來進行。如何引入介觀,來將微觀現象與宏觀現象進行統一,則需要從多尺度的角度入手進行分析。

金屬增材工藝多尺度現象
I 物理過程機理復雜
僅僅考慮熔池內的物理現象,增材金屬打印就已經非常復雜,其中包含浸潤、毛細、表面張力、馬蘭格尼對流、熔池動力學、相變等物理過程。其物理變化的準確機理和演變規律需在工程中利用試驗來進行驗證和總結,很難僅用物理控制方程完全預測和歸納。
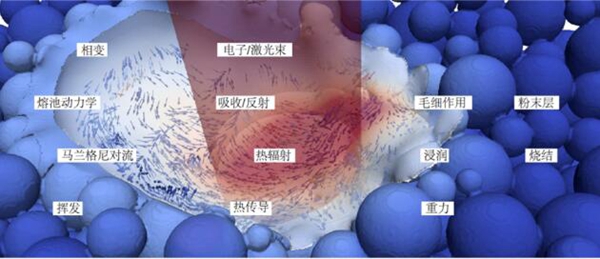
熔池內物理機理現象
I 涉及因素和環節多
增材金屬制造的質量不僅與金屬粉末的質量和特性有關,還與增材設計的可打印性、機器設備、打印工藝和打印參數包及后處理等都關系重大。
I 不確定性和誤差來源多
由于環節長,涉及因素多,因而不確定性和誤差來源也較多。
典型金屬增材工藝(SLM)的仿真
金屬增材工藝除SLM、EBM、SLS和DMD外,還有衍生的工藝方法如LBW、EBW、RPD等。這里以比較流行和常用的SLM(粉末床熔化工藝)為例,來介紹金屬增材工藝的仿真。
SLM金屬增材制造工藝仿真是一個非常復雜的典型多尺度和多物理場分析過程。多尺度體現在從宏觀到介觀再到微觀的尺度跨越,多物理場則需要對成型溫度場、氣場(保護氣體)、熔體流場(熔池流體)、速度場(鋪粉過程)及打印結構的固體應力和變形場等進行分析,可應用于金屬增材制造成型的每個階段。

金屬增材制造過程中涉及到的多尺度和多物理場
I 宏觀尺度的工藝過程仿真
宏觀尺度的仿真分析主要是針對零件成型的工藝仿真,對成型過程中的應力應變、成型溫度場以及成型過程中可能存在的風險給出預測。宏觀分析的對象是打印件自身和工藝設計的支撐對象,也可能包括基板和必要的機器設備信息如激光光源。根據工藝仿真算法的不同,目前應用于宏觀尺度的金屬增材制造工藝仿真的方法主要有兩種,即溫度與結構耦合的(熱彈塑性)有限元分析方法和固有應變有限元分析方法。宏觀尺度工藝過程的仿真分析結果通常包括:部件和支撐的變形和殘余應力(去除支撐前/去除支撐后)、逐層應力和變形、變形補償、刮板碰撞檢測、高應變區域和基于應力優化支撐等。
I 介觀尺度的熔池和粉末分析
介觀尺度的仿真分析主要是針對熔池和粉末的分析,包括熔池流動性、熔池大小形貌以及粉末的流動性、粉末傳熱和熔化后的蒸發、飛濺等現象,需考慮熔池內部的表面張力、毛細、浸潤及馬蘭格尼對流等現象,目前主要有等效熱耦合和CFD等方法應用于該分析。通過熔池動力學預測溶化過程及凝固過程,獲取相變歷程、溫度歷程、溫度梯度歷程以及凝固冷卻速率。
目前應用于介觀尺度的金屬增材制造工藝仿真的方法主要有兩種,即熔池內部不考慮粉末尺度的方法和考慮粉末影響的方法。介觀尺度的仿真分析通過模擬較小尺度熔池內部的流動和傳熱,除了預測溫度、溫度梯度及冷卻速率外,還可以預測表面的質量、層間的粘性力、孔隙率等。介觀尺度的仿真分析一般是單道掃描對象,極少進行多道掃描,但得到的結論和結果可以修正宏觀仿真結果,也可以銜接作為后續微觀尺度分析的輸入。
I 微觀尺度的組織模擬
利用宏觀或介觀尺度分析得到的溫度梯度或凝固冷卻速率,微觀尺度的仿真可用于預測制品的晶體組織形態、晶粒大小與取向以及缺陷和性能等。目前主要用到的重要方法包括相場法(Phase Field)、自動元胞機(Cellaur Automaton)等,不同的方法各有特點和限制。
金屬增材制造過程獲得的微觀組織結構將直接影響成型件的性能,獲得高致密度和具有良好晶粒取向及大小的晶體組織是金屬增材制造的重要目標。受金屬增材制造復雜過程的影響,晶體的仿真分析也具有相當的難度。
通過宏觀分析或介觀分析得到的溫度場或相變結果數據后,可進一步計算得到熱梯度、固化速率、冷卻速率和形態因子,這是微觀尺度進行金相組織模擬的輸入參數。
微觀組織數值模擬通常包含確定性方法、概率法和相場法。確定性方法通常有前沿跟蹤法,概率法則包含蒙特卡羅法和CA法。確定方法和概率方法模擬晶粒生長時都需跟蹤固液界面,以此模擬枝晶的形貌,但對三維形貌模擬有一定困難。相場方法是以金茲堡-朗道理論為基礎,用微分方程體現擴散、有序化勢和熱力學驅動的綜合作用,用統一的控制方程,不必區分固液相及其界面,能夠直接模擬微觀組織的形成。相場法和元胞自動機法是微觀組織模擬仿真常用的兩種數值模擬方法。
I 金屬SLM增材工藝宏觀、介觀、微觀尺度仿真分析的關系
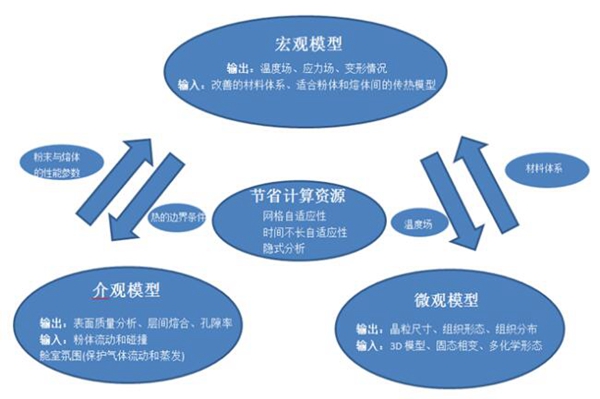
金屬SLM增材工藝宏觀、介觀、微觀尺度仿真分析的整體關系圖
I 增材工藝仿真的其他關注方向
增材工藝仿真目前比較關注的應用還包括下面專題,細節不在此贅述:
特殊后處理(如熱等靜壓)、熱處理對宏觀變形和消除殘余應力影響的分析、微觀模擬(如致密度提升及金相組織改善模擬)、后續機加工藝過程模擬、流內表面光滑模擬等;
宏觀模擬中的支撐處理和等效模擬,包括體支撐、Cone支撐和Block面片支撐,后續更豐富的支撐也會在宏觀工藝過程模擬中考慮;
微觀金相組織模擬,這將直接支撐材料力學性能預測和評估。
增材工藝仿真的趨勢和發展方向
在仿真技術加持下,增材制造將會突破瓶頸,充分發揮優勢,實現人們所期許的巨大創新空間。但隨著增材制造技術的發展,增材工藝仿真技術也將不斷進步。我們認為其未來的發展趨勢主要在以下幾個方向:
宏觀尺度的增材工藝仿真模擬將越發普及和工程化應用,增材設計、工藝和制造等全周期將逐步引入增材工藝仿真,以保證設計產品的可打印性;
材料—設備—被打印件—支撐設計和工藝設計—工藝參數包—宏觀特性—微觀特性—后處理—性能預測,整個過程將被流程化和平臺化;
介觀分析和微觀分析將逐步從研究和科研階段邁入工程化應用;
基于物理過程模擬驅動的支撐設計及優化軟件將逐步面世;
利用測試數據和仿真數據,AI算法和多尺度算法將實現增材工藝的線下預測;
更多金屬材料數據將被測試并錄入,更多金屬增材工藝方法將得到仿真。
來源:3D科學谷









")






