
























鑄態、熱擠壓和3D打印鎂合金樣品微觀結構比較
魔猴君 行業資訊 2108天前
閃亮的灰色化學元素鎂(Mg)合金具有高強度重量比和低密度約1700 kg/m3,是汽車、航空和醫療領域技術應用的理想選擇。但是已經確定,如果形成多孔結構,它們的重量可以進一步降低,這可以通過3D打印實現。布拉格化學和技術大學以及捷克共和國布爾諾理工大學的一組研究人員想要研究特定鎂合金在使用三種不同方法制造后的微觀結構:鑄態、熱擠壓和采用SLM技術的3D打印。
SLM 3D打印可以實現復雜的幾何形狀,但是在使用這種放法制造鎂合金時存在一些問題,主要是鎂粉的高反應性,這可能導致3D打印部件內形成不安全的氧化物顆粒。最近發表的一項名為“3D打印生產的Mg-4Y-3RE-Zr(WE43)鎂合金的微觀結構”的研究,該研究是關于他們繪制SLM 3D打印鎂合金的微觀結構。
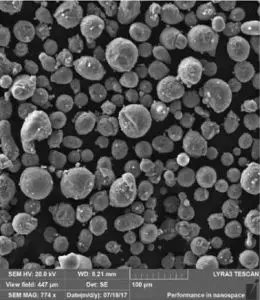
WE43合金粉末的掃描電鏡顯微照片
“以3D打印形式制造的鎂合金是相對較新的生產工藝,”研究人員寫道,“因此,該研究過程與當前流程相比較,現在已為人們所熟知和繪制。因此研究了三種不同生產過程產生的微觀結構。用掃描電子顯微鏡(SEM)和能譜(EDS)研究了該相的顯微結構和化學成分。通過顯微組織檢查,發現不同生產工藝生產的材料存在顯著差異。鑄態合金的顯微組織由相對粗糙的α-Mg枝晶組成,所述枝晶被包含富含金屬合金元素的金屬間相的共晶體包圍。在熱擠出期間,共晶體碎裂成細顆粒,其排列成平行于擠出方向的排。由于SLM工藝期間的高冷卻速率,3D打印合金的特征在于顯著精細的微觀結構。它由非常細的α-Mg枝晶和富含合金元素的枝晶間網絡組成。此外,還有氧化物覆蓋原始粉末顆粒,材料也顯示出一些孔隙,這是3D打印合金的常見特征。

該團隊使用SLM Solutions 280HL 3D打印機制作了15×5×60 毫米的WE43鎂合金矩形樣品,并使用SEM和EDS研究了它們的微觀結構;然后,將這些材料與通過簡單重力鑄造和熱擠壓制造的相同材料進行比較。“第一個樣品是從工業供應商處購買的尺寸為60×80×500毫米的鑄態鑄錠。通過熱擠壓鑄錠制備第二批WE43合金樣品。直接從鑄錠切割直徑為30毫米,長度為60毫米的圓筒,然后在400℃下擠出,擠出速率為2毫米/秒,擠出比為16。所得擠出棒的直徑為7.5毫米。”研究人員解釋道。
“分析顯示,10%的WE43合金粉末顆粒的尺寸為26.9微米,50%至39.8微米和90%至57.9微米。因此,粉末含有足夠量的較大和較小的顆粒。關于顆粒尺寸,建筑物層的尺寸為50微米。”
該團隊對樣品進行了顯微觀察,您可以在圖2中看到其微觀結構視圖。

WE43合金的SEM顯微照片:a)鑄態,b)熱擠壓,c)通過SLM 3D打印,d)通過SLM 3D打印。
鑄態合金具有粗糙的微觀結構,而用熱擠壓制造的樣品的微觀結構被“明顯”修改。3D打印樣本的微觀結構與其他兩個完全不同,其特征在于大約20-50微米的區域被薄邊界包圍。“此外,觀察到殘余孔隙度為灰色區域之間的暗區。灰色區域的形狀和大小表明這些區域對應于原始粉末顆粒,或完全或部分地被激光束熔化。”研究人員解釋說,“圖2d中更詳細的圖像顯示了這些顆粒的非常精細的內部微觀結構。它包含由富含Y和RE元素的枝晶間區域(光)包圍的α-Mg枝晶(暗)。樹枝狀分支的平均值僅約為3微米,表明SLM過程中的冷卻速度非常高。在關注SLM工藝的文獻中,經常報道冷卻速率為103-106 K / s。”
研究人員還研究了材料結構中元素的分布,表明熱擠壓和鑄態材料樣品的氧濃度都很低。但SLM 3D打印樣本顯示了不同的情況,如圖5和表4所示。

SLM WE43合金(SEM)和元素分布圖(EDS)的微觀結構。

“首先,元素圖和點分析表明材料中的氧濃度增加,主要位于孔中(點1),也表明熔化的粉末顆粒之間的鍵合。在粒子內部,O-濃度非常低(第2點)。”研究人員寫道,“其次,圖5中的元素圖也表明在粉末顆粒邊界處Y的含量增加。可以假設,在建筑物室內的SLM過程期間發生粉末的部分氧化。最可能的是,由于這些元素的高化學親和力,大氣中含有痕量的殘余氧,其優先與釔反應。因此,觀察到粉末顆粒與孔隙率之間的不完全連接。”
結果表明,由于高冷卻速率,SLM材料的微觀結構“非常精細”,并且由于合金對這種氣體的高親和力,還具有高氧濃度。這在粉末顆粒之間產生“不完美的連接”。和孔隙度。研究人員計劃對這種鎂合金進行進一步的研究,以生產出無孔致密材料,并減少“殘余氧的有害影響”。
來源:中國3D打印網









")






